由於零件各不相同,因此確定聚合物射出位置數沒有特定規則;但必須考慮一些一般因素。
流動長度
流動長度是指聚合物從聚合物射出位置開始必須流動的距離。通常,厚壁零件比薄壁零件的流徑長,因為在較厚區域中,材料可以更輕鬆地流動,如下圖所示。
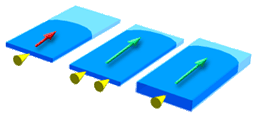
塑膠材料的流動特性會影響材料在指定厚度區域中流動的距離。流動長度越短,充填零件所需的澆口就越多。每種材料都有其自己的流動長度。材料供應商提供的材料資料表包含每種特定材料在某個厚度範圍內可以達到之流動長度的相關資訊。
通常,非常大的零件、壁較薄的零件以及黏度較高的材料在充填零件時所需的澆口較多。
零件體積
一般來講,體積較大的零件在適當充填時所需的聚合物射出位置較多。
選取正確的射出位置數
首先,請嘗試在模具的流動形心使用一個澆口,然後檢查是否所有流徑都幾乎是在同一時間充填的。
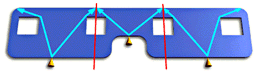
如果使用一個澆口無法滿足此條件,請嘗試使用多個澆口。想像將零件模具分成多個子成型品,使一個澆口位於每個子成型品的流動形心或某一側的中心。應該將流道系統尺寸設置為每個子成型品都能在幾乎同一時間充填,如下圖所示。
澆口的位置應該使零件的收縮均勻,且收縮值可以接受。在存在較厚與較薄部分的情況下,最好將澆口放置在較厚部分附近。如此會避免因澆口與較厚區域之間的材料過早凝固而導致保壓不足。