當以高速推送聚合物熔膠,使其穿過限制性區域 (例如噴嘴、流道或澆口);或者在不與模具壁形成接觸的情況下進入開放的較厚區域時,就會產生噴射流。
充水過程中,挫曲的蛇形噴射流會使熔膠褶之間形成接觸點,進而建立較小的「熔接」。""

噴射流
噴射流可以導致零件脆弱、表面污點以及多個內部瑕疵。
原因
-
螺桿速度過快。
-
澆口位置不佳。熔膠不與模具接觸會導致出現噴射流。
-
熱流道系統設計不當。
解決方法
-
最佳化澆口設計與位置。重新放置澆口或使用重疊或下潛式澆口,引導熔膠與金屬表面接觸。
使用搭接或扇形澆口,由於流域是逐漸發散的,因此可減慢熔膠速度。這樣可減少熔膠剪應力與剪切率。
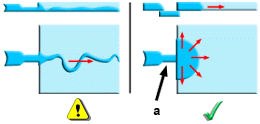
可使噴射流狀況減到最輕的重疊澆口
.a 重疊澆口。
-
最佳化螺桿速度曲線。使用最佳化的螺桿速度曲線,以便在熔膠通過澆口時,熔膠波前速度一開始會較慢,然後在實現分散流時加速。
解決一個問題通常可能會對射出成型製程引入其他問題。因此,每個選項均需要考慮模具設計規格的所有相關方面。