共射出成型可射出兩種不同的材料。因此,共射出具有一些特殊優點及某些潛在的成型問題。「共射出」分析可透過協助最佳化製程控制策略及增強零件品質,來幫助您克服潛在的問題並善用優點。
共射出分析可模擬表層與公模仁塑膠材料的依序射出。依序共射出製程在射出成型機中使用兩根料管與一個噴嘴。
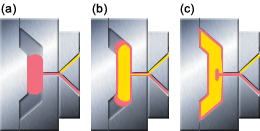
共射出製程
.(a) 先將表層塑膠射出到模具中。(b) 然後射出公模仁塑膠。(c) 最後,表層塑膠會再次射出,以從豎流道中清除公模仁材料。
表層塑膠是將放在整個零件表面之母模仁壁上的材料。公模仁塑膠會取代熱公模仁處的表層塑膠,推動它以充填母模仁的剩餘部分。終端產品是三明治狀結構,其中公模仁塑膠位於中心,表層塑膠在零件表面上。
共射出成型利用名為噴泉流之射出成型的特性。充填母模仁時,熔膠波前處的塑膠會從流的中心線移至母模仁壁。由於壁溫度低於熔膠的轉換溫度 (凝固溫度),因此與壁接觸的材料會迅速冷卻,並在適當的位置凝固。這可讓每個壁上都有隔熱層,新熔膠可透過此隔熱層流至熔膠波前。
優點與應用
此製程的優點在於:
- 兩種材料性質組合到一個零件中。
- 最大化整體效能/成本比。
共射出應用的範例包括:
- 將塑膠再磨材料做為公模仁材料使用,同時將未經處理的塑膠做為表層材料使用以保持表面光潔度品質。
- 使用熱更穩定的公模仁材料,增加零件的耐熱性。
- 將高熔膠流動指數塑膠做為公模仁材料使用,減小整體鎖模力。