「流動波前溫度」結果由「充填」分析產生,此結果會顯示當流動波前到達位於塑膠剖面中心的指定點時聚合物的溫度。
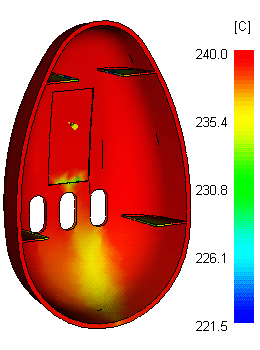
如下圖所示,「流動波前溫度」結果使用某一範圍的顏色,以藍色表示溫度最低的區域,逐漸過渡到以紅色表示溫度最高的區域。各種顏色代表每個點在充填時的材料溫度。此結果顯示充填期間流動波前的溫度變化。
在充填階段,流動波前溫度的下降幅度不應超過 2°C 到 5°C。較大幅度的變化通常表示射出時間太短,或區域發生遲滯現象。若零件壁厚較薄的區域流動波前溫度過低,遲滯可能會導致發生短射。流動波前溫度增加好幾度的區域,可能會發生材料降解和表面瑕疵。
使用此結果
使充填階段的流動波前溫度變化降到最低,使其變化幅度低於 2-5°C。溫度變化越小,所引發的問題就越少。
- 可能需要有充填曲線才能在充填階段中獲得滿意的溫度分佈。
嘗試變更下列設定以改善結果,並使用下表中的資訊來檢查變更是否引發其他問題。
| 問題 | 變更 | 可能的問題 |
|---|---|---|
| 溫度過低 | 減少射出時間。 | 在受限的情況下,此方法可能會導致澆口剪切過度。過多剪切會導致降解和表面缺陷。 |
| 提高熔膠溫度。 |
|
|
| 提高模具溫度。 | 可能會增加週期時間。 | |
| 增加區域厚度以允許流動。 | 可能會導致設計出現功能性問題及成本增加。 | |
| 將澆口從發生遲滯的區域移走。 | 可能會導致遲滯現象或零件其他區域的問題。 | |
| 溫度過高 | 增加射出時間。 | 可能會導致遲滯。 |
檢查事項
檢視「流動波前溫度」結果時,請注意以下幾點:
- 熱點;它們通常存在於澆口周圍或剪切熱超標的區域。
- 表示遲滯的冷點。
- 檢查材料剪切熱超標還是冷卻過度?