「射出時間」是完全充填模具所花的時間。
在設置「充填與保壓」分析順序時,您可以將軟體設定為自動計算機器射出時間,或是根據使用者指定的值來計算射出時間。依預設,會自動計算射出時間。
註: 若要指定計算射出時間的方法,請前往  ()。從「充填控制」下拉清單中選取「自動」,可讓軟體自動計算射出時間,也可選取「射出時間」並輸入數值來指定射出時間。
()。從「充填控制」下拉清單中選取「自動」,可讓軟體自動計算射出時間,也可選取「射出時間」並輸入數值來指定射出時間。
()。從「充填控制」下拉清單中選取「自動」,可讓軟體自動計算射出時間,也可選取「射出時間」並輸入數值來指定射出時間。 自動射出時間
如果您將射出時間設定為「自動」,分析會得出提供最低射壓的射出時間。下圖展示對同一零件執行九次分析的結果。藍點表示將射出時間設定為特定值的分析。紅點表示選取「 自動射出時間 」核取方塊的分析,它展示零件可能最低的射壓。
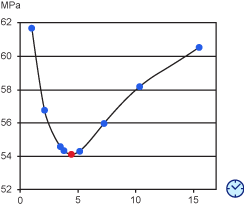
以時間函數表示的射壓
射壓隨射出時間的變化會造成兩種影響。首先,隨著射出時間從零開始增加,已熔解塑膠穿過零件所需的壓力會減小。其次,隨著射出時間的增加,由於熱傳導至模具造成黏度與凝固層厚度增加,聚合物溫度降低,射壓會增大。
指定的射出時間
如果輸入指定的射出時間,「摘要」會列示稍高於所輸入值的實際射出時間。額外的時間用於說明材料壓縮性。