在比較高的模具表面溫度下,零件的表面品質會改善,但是冷卻模具所需的時間將會增加,進而導致週期時間增加。快速模具加熱與冷卻便是可用於在改善零件表面品質的同時,儘可能保持較短週期時間的一項技術。由於模具溫度是不斷變化的,因此會使用暫態冷卻求解器來模擬此分析。
在理想情況下,射出之前會將模具表面加熱到高於材料之玻璃轉換溫度 (Tg) 的溫度,然後再開始射出。充填模具之後,會快速對模具進行冷卻,以在頂出之前凝固零件。然後,在發生下一次射出之前,會將模具再次加熱到該溫度。將模具加熱到高於聚合物轉換溫度的溫度,可使成型壓力降到最低,進而減少因剪切而導致的鏈斷裂,並改善抗衝擊強度與耐熱性。高溫也可防止形成會產生殘留應力及阻止聚合物流的表層,進而產生更好的表面品質。通常會將快速模具加熱限制為在模具的一側進行,以使零件一側的表面平滑而有光澤。但是,對於透明零件而言,將加熱模具的兩側。
用於模具快速加熱的加熱系統有兩種主要品類:
- 表面加熱
- 此品類包括將隔熱層覆蓋在模座上,然後將加熱層套用到隔熱層作為母模仁表面所用的技術。加熱層可使用各種不同的裝置進行加熱,包括電極、紅外線、電磁感應等。在此方法中,頂出零件後,會在關閉之前將模具加熱到一定溫度。此方法的優點在於可以很快加熱模具表面,進而減少週期時間。而缺點是設備複雜。
- 體積加熱
- 此品類包括加熱模具的一側或兩側所用的技術。會在模具中鑽一些通道,這些通道可用於加熱與冷卻,或專用於加熱或冷卻。例如,可使用模具公模仁側上的模具表面下的電動筒式加熱器來實現快速加熱,如下圖所示。
其中左側的板是固定板,中間的板是加熱板,右側的板是移動板,紅色圓圈是筒式加熱器,而藍色圓圈是冷卻通道。
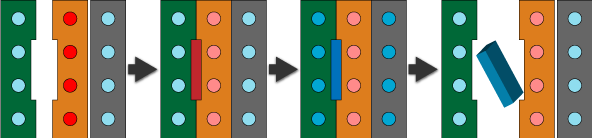
使用筒式加熱器進行快速模具加熱/冷卻製程的簡單說明
在第一個圖中,模具開啟,且在加熱板與移動板之間顯示有一個較小的隔熱間隙。筒式加熱器開啟,並且正在加熱模具。在第二個圖中,模具關閉,筒式加熱器關閉,母模仁已充填熱聚合物。在第三個圖中,冷卻通道已充填冷水,且正在冷卻零件。最後,在最後一個圖中,沒有發生任何加熱或冷卻,模具已開啟且已頂出零件。
使用冷卻通道來加熱模具而不是筒式加熱器,也可以達到相同的效果。冷卻通道可以加入熱水或高溫蒸汽作為充填階段的加熱棒,也可以加入低溫冷卻劑作為保壓與冷卻階段的冷卻通道。在這種情況下,若要在完成冷卻步驟之後改善加熱效率,可迫使空氣進入通道系統來清除所有水痕,以確保能夠很好地接觸通道壁上的蒸汽。其中 (a) 是週期 1;(b) 是週期 2;(c) 是週期 3;A 是頂出溫度;B 是聚合物玻璃轉換溫度;4->1 是射出/保壓階段;1->2 是冷卻階段;2->3 是模具開啟/零件頂出階段;3->4 是加熱階段。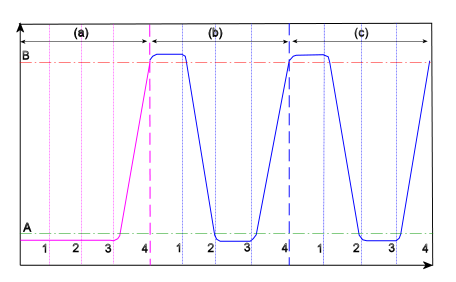
顯示快速加熱/冷卻製程中模擬模具溫度變化的圖解
註: 模擬射出成型週期從射出步驟開始。顯然,這表示對於模具快速加熱/冷卻模擬而言,第一個週期不會精確反映模具加熱。