當熔膠優先流入較厚區域且相鄰薄區域中的熔膠保持不動時,不同厚度的零件中會發生遲滯。不動的熔膠會散熱,而較厚區域會繼續充填。
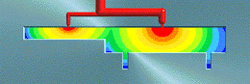
將多個射出位置與平衡的流道系統搭配使用,通常可以避免發生遲滯情形。下圖展示因設計中的兩個薄肋而需要放置多個澆口的零件。如果澆口位置如圖所示,則會導致在澆口附近的薄肋中發生遲滯情形。肋中的塑膠會在充填較厚區域時凝固。由紅色箭頭指示的遲滯是因受限制的流所致。
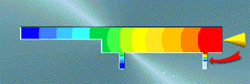
下圖所示的澆口放置方式只能使情況略有好轉,這是因為相較於較薄部分而言,聚合物在較厚部分的流動仍然比較順暢,進而導致較薄部分發生遲滯,如紅色箭頭所指示。
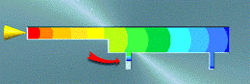
這個問題的解決方案是將兩個澆口與透過人為方式平衡的流道系統搭配使用,如下圖所示。澆口的放置方式為使薄肋位於流徑底部,這樣可避免發生遲滯。