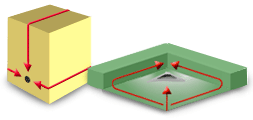
當流動波前匯集包圍並滯留氣泡時,便會發生積風。
困入的空氣會導致不完整的充填與保壓,而且通常將導致最終零件的表面出現瑕疵。困在型腔中的空氣可能會壓縮、加熱,進而造成發赤痕跡。
原因
-
跑道效應。熔解的塑膠流入較厚區域比流入細小區域更容易發生跑道效應。塑膠流會分開然後充填較厚的區域,之後再次合併以充填較薄的區域。重新合併的塑膠流可以倒退以在較細的區域內與迎面而來的塑膠流相遇。
-
遲滯。在具有多個流動路徑的零件中,狹窄的區域中流體會減速或遲滯。
-
流徑不平衡。流徑不必展現跑道效應或遲滯即可產生不平衡流動。在厚度均勻的零件中,流徑的物理長度會有所不同,積風可能會再次發生。
-
排氣不充分。在這些最後充填區域中缺少排氣或排氣不足都是導致積風的常見原因。
解決方法
-
平衡流徑。
-
避免遲滯與跑道效應。
-
平衡流道。變更流道系統能夠以將最後充填區域置於適當排氣位置的方式,來改變充填陣列。
-
適當地排氣。如果積風確實存在,應該將它們置於可以輕鬆排氣或可加入頂針與/或排氣銷的區域,以便清除空氣。
解決一個問題通常可能會對射出成型製程引入其他問題。因此,每個選項均需要考慮模具設計規格的所有相關方面。