澆口可以有許多不同的規劃,但根據澆口移除的方式,可以將其大致分類為手動修剪與自動修剪澆口。自動修剪澆口中包含特殊特徵,以便能在模具開啟及零件頂出時修剪或剪切澆口。
自動修剪的澆口可用於避免執行移除澆口的輔助作業,並可將澆口疤痕縮到最小
- 熱流道或熱探針澆口
- 針點澆口
- 下潛式、隧道式或鑿子澆口
- 閥澆口
- 熱流道或熱探針澆口
-
如下圖所示的熱流道澆口通常用於將熱材料透過加熱的流道直接傳送至母模仁,進而產生無流道成型品。
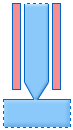
澆口或澆口尖端可以有從完整圓到環形等多種不同的規劃。澆口尖端的幾何圖形與大小將決定澆口的凝固方式,以及澆口疤痕的形成方式。
- 針點澆口
-
針點澆口用於三板式模具設計,在此情況下,流道系統位於次要模具分模線上,而零件母模仁位於主要分模線上。倒錐形流道會穿透與開模方向平行的中間板,如下圖所示。

開啟模具母模仁分模線時,較小直徑的針點澆口會從零件中脫離出來。再開啟流道分模線時,即會頂出流道。或者,也可以先開啟流道分模線。上半部分的輔助頂出系統會將流道從以倒錐形流出材料中抽出,進而將流道從零件中脫離出來。
尺寸:
典型的澆口大小為 0.2 到 1.5 mm。當每個零件都需要有多個澆口才能確保對稱充填時,或者在必須縮短較長流徑才能確保零件所有區域保壓的情況下,此設計特別有用。
- 下潛式、隧道式或鑿子澆口
-
下潛式澆口用於兩板式模具建構。傾斜的錐形隧道位於分模線下,且從流道的一端連接至母模仁,如下圖所示。
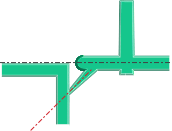
頂出零件與流道時,會將澆口從零件上剪切下來。
如果將較大直徑的針銷加入至零件的非功能區域,可將下潛式澆口建置到針銷中,以免澆口需要垂直曲面。如果針銷位於隱藏的曲面上,則不必移除它。
圓柱形零件內壁中的多個下潛式澆口可以取代隔膜澆口並允許自動移除澆口。雖然非圓特性不如隔膜澆口的特性,但通常也可以接受。
尺寸:
典型的澆口孔口直徑為零件壁厚的 30% 到 75%。澆口每側最少要推拔 10 度,才能確保適當頂出。最常見的是,將澆口漸縮為流道直徑。
- 閥澆口
-
閥澆口可將閥銷加入至熱流道澆口。閥澆口的澆口直徑較大,可在需要時開啟及關閉,如下圖所示。如此可遮住澆口疤痕。
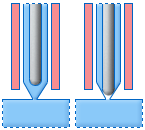
由於保壓循環過程受閥銷控制,因此保持對保壓循環的較好控制,會同時產生更一致的品質。