冷卻時間是從保壓結束後到頂出之前的這段時間。冷卻期間,通常零件壁中心部分的材料會達到其凝固溫度 (域克軟點),而且會變為固體。冷卻時間通常為總週期時間的 80%。
影響冷卻時間的兩個主要因素是熔膠溫度與模具溫度。兩者都需要達到最佳狀態才能產生高品質零件。提高熔膠溫度或模具溫度會使冷卻時間增加,這是因為對於凝固層而言,需要花費較長的時間才能達到所需厚度。
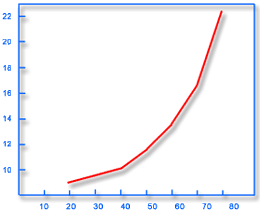
模具溫度越低 = 週期時間越短
模具溫度越低,週期時間就越短,進而會提高生產力。下圖說明模具溫度的升高與週期時間的增加之間的關係。
零件厚度
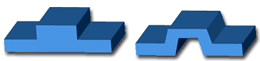
冷卻時間會因壁厚而快速增加,因此請避免使零件壁較厚,以使冷卻時間保持在能夠節約成本的程度。零件厚度應該盡可能均勻。在下圖中,左側的零件有厚壁部分。此零件的冷卻時間比右側零件長
註: 冷卻系統方程式包含有關冷卻時間與零件厚度的其他資訊。