由於共射出成型會射出兩種不同的材料,因此您可能需要克服某些潛在的成型問題。
「共射出」成型的最大挑戰在於:
- 確定表層材料與公模仁材料的最佳比率。
- 確定從射出表層材料切換至射出公模仁材料的最佳時間。
零件中公模仁塑膠的理論最大數量大約佔體積的 67%。但是對於複雜的零件幾何圖形來說,要想在實際應用中達到這一值非常難。實際上,公模仁塑膠大約可以佔體積的 30%。
如果模具設計不當或表層塑膠量不足,公模仁塑膠最終可能會耗盡它之前的所有已射出表層塑膠,並顯示在零件表面上。此種不想要的「表面出現公模仁」情形通常發生在最後充填的區域 (此區域塑膠的流動長度最長)。""
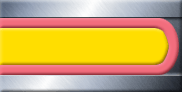
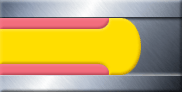
正確流動 (上圖),模仁堆焊 (下圖);![]() 表層聚合物;
表層聚合物;![]()
模仁聚合物
使用共射出來克服潛在的成型問題
充填過程中,共射出分析會追蹤整個母模仁中表層與公模仁塑膠的空間分佈。分析會說明材料性質差異、表層與公模仁塑膠的製程溫度差異以及它們之間的質量、熱量及動量互動。共射出提供設計師與工程師用來在品質上預測零件效能、提高模具設計及最佳化製程控制的資訊。特別是,它還是確定表層與公模仁塑膠的最佳組合及最適當切換時間的有效工具。