射出位置的定位對材料配向與零件翹曲會產生很大影響。
在某些情況下,變更澆口位置是控制配向影響並產生令人滿意的設計的唯一方式。
每個聚合物射出位置都將在相同的壓力下射出材料。除非充填結束時受阻,否則壓力增加在射出期間通常是線性的。正確放置澆口的目的就是要避免出現與過度保壓相關聯的問題,例如母模仁中收縮與產品黏度的變化。
設計規則
- 將澆口置於中心以提供相等的流動長度
-
中心澆口能夠提供到所有零件端的相等流動長度。這樣可以使所有方向的保壓更均勻、收縮差異更小,進而使零件品質提高,並使不合格率降低。
- 對稱放置澆口以避免出現翹曲
-
對於對稱零件而言,應對稱放置澆口,以使流動平衡,並避免零件出現差異收縮與後續翹曲。
- 將澆口放置在較厚部分以更好地充填與保壓
-
將聚合物射出位置放置在零件的較厚區域,最好是將其放置在不會使零件功能與外觀受限的位置。這樣可使材料從最厚區域流到最薄區域,並協助保持流徑與保壓路徑。將澆口放置在較薄區域可能會導致發生遲滯,或產生縮痕與縮孔。
下面的動畫展示了限制材料流經較薄部分會如何導致產生材料流動的問題。
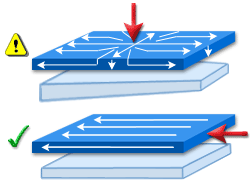
- 針對又長又窄的零件,將澆口放置在一端以使流動均勻
-
對於長而窄的零件而言,如果將澆口置於中心位置,澆口附近的保壓與整個零件的可變分子或纖維配向將會導致差異收縮,進而使零件發生翹曲。對於較長零件而言,將澆口放置在一端可使長度方向的分子與纖維配向一致。雖然有澆口的一端比對向端的保壓程度高,但產生的收縮差異不會造成翹曲。
下圖展示了推薦的射出位置。
- 使澆口遠離負載承受區
-
澆口處的高熔膠壓力與高流速材料會導致該區域受到較高的應力。因此,您應該使澆口遠離負載承受區。
- 隱藏澆口疤痕
-
移除澆口將會在零件上留下痕跡,這可能會使零件在視覺上無法接受。將澆口放置在可以隱藏或輕鬆掩飾澆口疤痕的區域。
- 適當排氣以防止發生積風
-
澆口位置應該能夠使母模仁中的空氣在射出期間逸出,以防止發生積風。如果無法排氣,將會導致短射、成型品上出現發赤痕跡,或導致澆口附近的充填與保壓壓力較高。
- 將澆口放置在適當的熔接線位置,並能產生牢固的熔接線
-
澆口位置應可讓熔接線和熔合線 (如果有) 在適當的位置形成,而且這些位置應該使零件在功能、外部負載或外觀上讓人能夠接受。澆口放置位置應使熔接線在充填階段初期或在高壓區形成,以確保熔接線正確熔合。
- 多個澆口可縮短流動長度
-
加入澆口時,需使流徑在厚度、距離以及製程條件的流動限制範圍內。每個澆口都應具有相等的流速與體積。
- 將澆口定位在較脆弱公模仁或嵌入件的任一側
-
若要減小公模仁偏移 (公模仁撓曲),澆口位置應使公模仁或嵌入件所有側上的流動與壓力分佈平衡。