在 RTM (樹脂轉注成型) 與 SRIM (結構反應射出成型) 分析中,會迫使樹脂流過在其中存在強化預成型坯 (也稱為纖維墊) 的母模仁。
視預成型坯結構而定,具有預成型坯性質特性的流類型可能是等向性或非等向性的。流過預成型坯的樹脂阻力也取決於樹脂性質與流速。
準備 RTM 或 SRIM 分析時,預成型坯資料包括:
- 孔隙率和滲透率。
- 配向 (若預成型坯為非等向性)。
等向性預成型坯
流過結構為隨機之預成型坯的樹脂,會產生圓形熔膠波前。此流動陣列稱為等向性流動。這種預成型坯通常由隨機切開的纖維束製成,稱為等向性預成型坯。由於樹脂流動陣列並非取決於流動方向,因此無須指定預成型坯配向。
針對等向性纖維墊,主方向 1 的預成型坯滲透率與主方向 2 的預成型坯滲透率相等,且預成型坯交叉滲透率為零。因此,在本產品中,您不需要指定等向性預成型坯的配向。
非等向性預成型坯
如果按方向縫合或編織的預成型批結構不均勻,則其稱為非等向性預成型坯。在孔面積分佈方面,預成型坯會在一個方向顯示最大值,並在與第一方向垂直的方向顯示最小值。當樹脂流過此類預成型坯時,最大孔面積方向的流動較快,因為它遇到的流動阻力較小。如果孔面積分佈均勻,則熔膠波前為橢圓。
橢圓的形狀取決於最大與最小孔面積,這些面積的特性可由主方向滲透率決定。擁有最大孔面積,進而擁有最大滲透率的方向,會定義為「主方向 1」。主方向 1 與橢圓的主要軸對應。橢圓的次要軸與主方向 2 對應,該方向與主方向 1 垂直,且擁有最小孔面積,進而擁有最小滲透率。
母模仁的平面視圖圖解,展示流過非等向性預成型坯之樹脂的橢圓熔膠波前陣列:
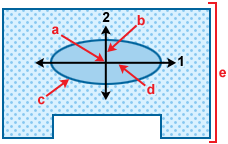
其中:
- a 為樹脂入口 (澆口)
- b 為次要軸
- c 為橢圓熔膠波前
- d 為主要軸
- e 為非等向性纖維墊
註: 針對非等向性纖維墊,主方向 1 的預成型坯滲透率與主方向 2 的預成型坯滲透率不同,且預成型坯交叉滲透率可能為零,也可能不為零。因此,在本產品中,您需要指定非等向性預成型坯的配向 (主方向 1,主要軸)。