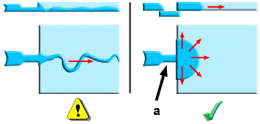
Le jet libre survient lorsque la matière pénètre à une vitesse trop élevée à travers certaines zones restreintes (telles que la buse d'injection, les canaux d'alimentation ou les seuils) dans des zones ouvertes plus épaisses sans entrer en contact avec la paroi du moule.
Le jet sinueux flambé entraîne la formation de points de contact entre les plis de la matière fondue, créant de petites "soudures".

Jet libre
Le jet libre entraîne des imperfections de surface et plusieurs défauts internes qui affectent la solidité de la pièce.
Causes
-
Vitesse de piston excessive.
-
Mauvaise position du seuil. L'absence de contact entre la matière et le moule favorise le jet libre.
-
Mauvaise conception du système de canaux chauds.
Solutions
-
Optimiser la conception et la position du seuil. Dirigez la matière vers une surface métallique en repositionnant le seuil ou en utilisant un chevauchement ou un seuil en sous-marin.
Utilisez un seuil par languette ou en éventail pour ralentir l'écoulement de la matière par une zone d'écoulement qui diverge progressivement. Ceci réduit la contrainte de cisaillement de la matière ainsi que le taux de cisaillement.
Seuil en chevauchement pour minimiser le jet libre
.un seuil en chevauchement.
-
Optimiser le profil de vitesse du piston. Utilisez un profil de vitesse de piston optimisé de manière à ce que la vitesse du front d'écoulement soit faible au début (lorsque la matière passe à travers le seuil) puis augmente lorsque la matière se disperse.
La résolution d'un problème peut souvent en générer d'autres dans le processus de moulage par injection. Il est donc recommandé d'envisager chaque option en tenant compte de tous les aspects pertinents relatifs à la spécification de la conception du moule.