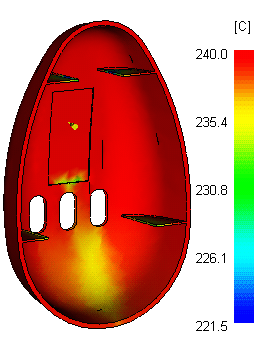
Le résultat Température au front d'écoulement, qui est produit par une analyse Remplissage, montre la température du polymère lorsque le front d'écoulement atteint un point spécifié, au centre de la section transversale du plastique.
Comme illustré dans le schéma ci-dessous, le résultat Température au front d'écoulement utilise une plage de couleurs pour indiquer la région où les températures sont les plus faibles en bleu et la région où les températures sont les plus élevées en rouge. Les couleurs représentent la température matière à chaque point, au moment de son remplissage. Le résultat montre les changements de la température du front d'écoulement durant le remplissage.
La température du front d'écoulement ne doit pas chuter de plus de 2 à 5 °C lors de la phase de remplissage. Des modifications plus importantes indiquent souvent que le temps d'injection est trop faible ou qu'il existe des zones d'hésitation. Si la température du front d'écoulement est trop faible dans une zone mince de la pièce, il pourrait en résulter une hésitation ou un remplissage incomplet. Si la température du front d'écoulement augmente de plusieurs degrés, il en résulte une dégradation de la matière et des défauts sur la surface.
Utilisation de ce résultat
Réduisez au maximum la variation de température du front d'écoulement lors de la phase de remplissage, de sorte qu'elle soit de l'ordre de 2 à 5 °C. De plus petites variations de température provoquent moins de problèmes.
Si le résultat Qualité du remplissage est mauvais, utilisez le résultat Température au front d'écoulement pour savoir si les problèmes sont dus à des températures matière trop basses.
Essayez de modifier les paramètres suivants pour améliorer le résultat, en utilisant les informations du tableau ci-dessous pour vérifier si une modification a entraîné d'autres problèmes.
| Problème | Changer | Problèmes possibles |
|---|---|---|
| Température trop basse | Réduire le temps d'injection. | Risque de causer un excès de cisaillement dans un seuil restrictif. Un cisaillement excessif peut entraîner une dégradation et des défauts de surface. |
| Augmenter la température matière. |
|
|
| Augmenter la température moule. | Pourrait augmenter la durée du cycle. | |
| Augmenter l'épaisseur dans la zone pour permettre l'écoulement. | Risque de causer un problème fonctionnel dans la conception et d'augmenter les coûts. | |
| Eloigner le seuil des zones avec hésitation. | Risque de causer une hésitation ou d'autres problèmes ailleurs dans la pièce. | |
| Température trop élevée | Augmenter le temps d'injection. | Risque de causer une hésitation. |
Points à considérer
À la lecture des résultats Température au front d'écoulement, vérifiez les points suivants :
- Les points chauds ; ils se trouvent généralement autour du seuil et dans les zones présentant une surchauffe de cisaillement excessive.
- Les points froids indiquant une hésitation.
- Vérifiez si refroidissement ou la chaleur de cisaillement de la matière ne sont pas excessifs.