Les seuils peuvent avoir de nombreuses configurations différentes mais ils sont globalement regroupés, en fonction de la méthode de retrait de seuil, en seuils ajustés manuellement ou automatiquement. Les seuils ajustés manuellement nécessitent qu'un opérateur désolidarise les pièces des canaux d'alimentation au cours d'une opération secondaire.
- Le seuil est trop gros pour être cisaillé de la pièce car l'outil est ouvert.
- Certaines matières sensibles au cisaillement, telles que le PVC, ne doivent pas être exposées à des taux de cisaillement élevés inhérents à la conception des seuils ajustés automatiquement.
- Une distribution d'écoulement simultanée sur un large front pour obtenir une orientation des fibres ou des molécules spécifiques exclut souvent l'ajustage automatique du seuil.
- Seuil direct ou carotte
- Seuil en disque ou en diaphragme
- Seuil d'arête ou standard
- Seuil en éventail
- Seuil en voile ou à bavure
- Seuil à chevauchement
- Seuil bague
- Seuil à rayons ou araignée
- Seuil à languette
- Seuil direct ou carotte
-
Un seuil direct est en général utilisé pour les moules mono-empreinte, quand la carotte alimente la matière directement et rapidement dans l'empreinte avec une chute de pression minimale, comme illustré dans le schéma suivant.

L'inconvénient de ce type de seuil est que le seuil marque la gauche de la surface de la pièce une fois la carotte retirée. La solidification est contrôlée par l'épaisseur de la pièce plutôt que déterminée par l'épaisseur du seuil. En général, le retrait de la pièce près de la carotte sera faible ; celui à l'intérieur de cette dernière sera élevé. Cela se traduit par des contraintes de traction élevées près du seuil.
Dimensions :
le diamètre de la carotte de début est contrôlé par le nez de la machine. Le diamètre d'orifice de la carotte doit être ici plus large d'environ 1 mm que le diamètre de sortie du nez. Les carottes standard peuvent être dépouillées sur 0,5 à 1,5 degré (1,0 à 3 degrés angle inclus), avec une taille courante d'angle de dépouille d'environ 1,2 degré (1/2 pouce par pied angle inclus). Par conséquent, le diamètre et la longueur de l'orifice de la carotte contrôleront le diamètre de la carotte là où elle touche la pièce. Généralement, le diamètre de la carotte sera bien supérieur au double de l'épaisseur de la paroi de la pièce, ce qui permet de contrôler la durée du cycle de moulage.
Un angle de dépouille plus petit (d'au minimum un degré) risque de ne pas permettre de dégager la carotte lors de l'éjection. Une dépouille importante gaspille de la matière et allonge la durée de refroidissement.
Des dépouilles de carotte non standard seront plus chères à usiner, sans avantage notable.
- Seuil en disque ou en diaphragme
-
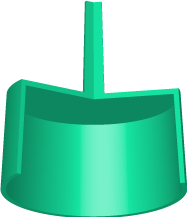
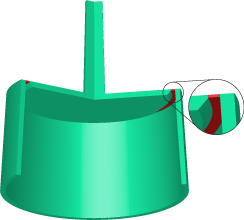
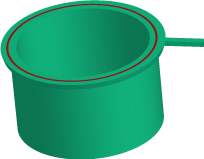
Un seuil en disque est souvent utilisé pour des pièces cylindriques ou rondes qui présentent un diamètre intérieur ouvert. Ce type de seuil est utile lorsque la concentricité est une exigence dimensionnelle importante et que la présence d'une ligne de soudure n'est pas acceptable. Ces seuils sont en général compliqués à ajuster à la pièce, et leur ajustage coûte cher.
Comme illustré dans le schéma suivant, le seuil en disque possède un appui épais autour de l'arête intérieure de la pièce, ce qui facilite le retrait du seuil. Comme le disque est alimenté par une carotte concentrique, ou canal plongeant chaud, il est facile de conserver un écoulement uniforme vers toutes les pièces du seuil.
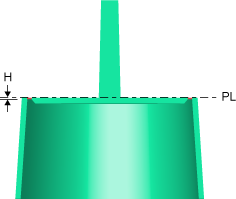
Dimensions :
L'épaisseur (H) de ce seuil est en général de 0,2 à 1,3 mm.
- Seuil d'arête ou standard
-
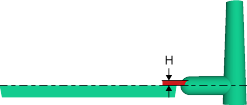
Un seuil d'arête se trouve sur la ligne de joint du moule, comme illustré dans le schéma suivant. La section transversale du seuil est rectangulaire et peut être dépouillée dans le sens de la largeur et/ou de l'épaisseur entre la pièce et le canal d'alimentation.
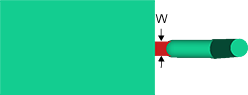
Dimensions :
En général, l'épaisseur de seuil (H) est de 25 à 75 pour cent de l'épaisseur de la pièce, et la largeur est généralement de deux à dix fois l'épaisseur. L'appui du seuil doit être court, en général de 0,5 à 1,0 mm de long. Les pièces plus grandes peuvent avoir des longueurs d'appui plus grandes.
- Seuil en éventail
-
Un seuil en éventail est un seuil d'arête large d'épaisseur variable, ce qui permet un remplissage rapide des pièces de taille importante ou des sections de moule fragiles par l'intermédiaire d'une grande zone d'entrée. Les seuils en éventail sont utilisés pour créer un front d'écoulement uniforme dans les pièces larges, pour lesquelles le gauchissement et la stabilité dimensionnelle sont des problèmes cruciaux.
Comme illustré dans les schémas suivants, les seuils en éventail sont dépouillés dans la largeur comme dans l'épaisseur, pour garantir que :
- la vitesse du front d'écoulement sera constante sur toute la largeur
- l'intégralité de la largeur sera utilisée pour l'écoulement
- la pression sera la même sur l'intégralité de la largeur
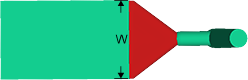
Dimensions :
Les seuils en éventail bien conçus présentent un appui étroit, en général de 2,0 mm maximum. Cet appui peut être très fin, en général de moins de 1 mm. La largeur du seuil mesure en général de 25 mm à la largeur de la pièce.
Le corps principal du seuil sera fin au milieu et épais sur les arêtes pour faciliter l'écoulement vers les arêtes extérieures.
- Seuil en voile ou à bavure
-
Un seuil en voile comprend un canal d'alimentation droit et un appui de seuil sur toute la largeur de l'empreinte ou sur une partie de cette dernière, comme illustré dans les schémas suivants.
Il a les mêmes objectifs que le seuil en éventail mais est plus compliqué à réaliser. L'appui fin du seuil présente des zones qui provoqueront une hésitation, et il est très sensible à l'épaisseur de l'appui, au diamètre du canal d'alimentation et au débit.
Dimensions :
La taille du seuil type est petite, d'une épaisseur d'environ 0,2 à 1,0 mm (H). La zone d'appui (longueur du seuil [L]) doit aussi être petite, en général inférieure à 1 mm.
- Seuil à chevauchement
-
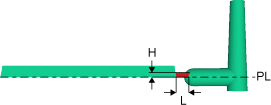
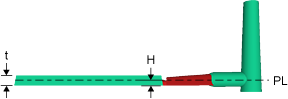
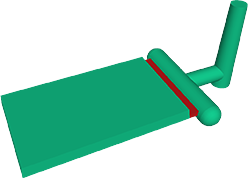
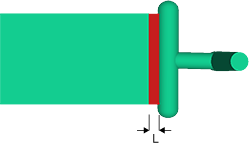
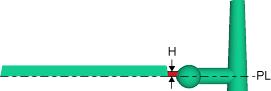
Un seuil à chevauchement est semblable à un seuil d'arête sauf qu'une partie du seuil chevauche la pièce, comme illustré dans les schémas suivants.
Dimensions :
En général, l'épaisseur de seuil (H) est de 25 à 75 pour cent de l'épaisseur de la pièce, et la largeur est en général de deux à dix fois l'épaisseur. L'appui du seuil doit être court, en général de 0,5 à 1,0 mm de long. Les pièces plus grandes peuvent avoir des longueurs d'appui plus grandes.
- Seuil bague
-
Avec un seuil bague, la matière s'écoule librement autour du noyau avant de descendre sous la forme d'une extrusion en tube uniforme pour remplir le moule, comme illustré dans les schémas suivants.
 Remarque : En pratique, ces seuils sont compliqués à réaliser parce qu'ils comptent sur l'hésitation dans le seuil mince pour parvenir à un remplissage équilibré. Le remplissage uniforme est sensible à l'appui du seuil, au canal d'alimentation autour de la pièce et au temps d'injection.
Remarque : En pratique, ces seuils sont compliqués à réaliser parce qu'ils comptent sur l'hésitation dans le seuil mince pour parvenir à un remplissage équilibré. Le remplissage uniforme est sensible à l'appui du seuil, au canal d'alimentation autour de la pièce et au temps d'injection.Dimensions :
L'épaisseur (H) de ce seuil est en général de 0,2 à 1,5 mm.
- Seuil à rayons ou araignée
-
Le seuil à rayons, qui est également appelé seuil à quatre points ou seuil croisé, est illustré dans les schémas suivants. Ce type de seuil est utilisé pour les pièces en forme de tube et permet un retrait de seuil facile et une économie de matière. Les inconvénients sont la présence possible de lignes de soudure et le fait que le seuil soit parfaitement rond est peu probable.
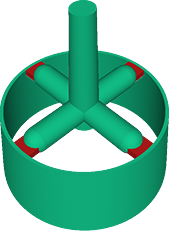
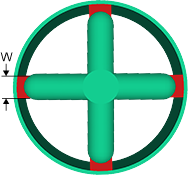
Dimensions
La section transversale du seuil peut être rectangulaire comme un seuil d'arête et présentera des dimensions nominales analogues, ou il peut présenter une section transversale circulaire et sera configuré comme un seuil circulaire conique.
- Seuil à languette
-
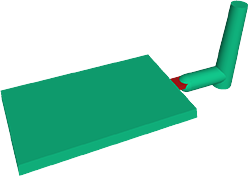
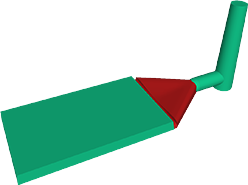
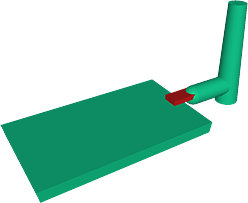
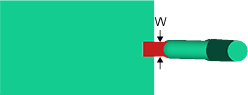
Un seuil à languette est en général utilisé pour les pièces qui nécessitent des contraintes de cisaillement moindres, comme les pièces optiques. La contrainte de cisaillement élevée générée autour du seuil est limitée à la languette auxiliaire, qui est retirée après le moulage. Un seuil à languette, illustré dans le schéma suivant, est largement utilisé pour le moulage de types de matières PC, acrylique, SAN et ABS.
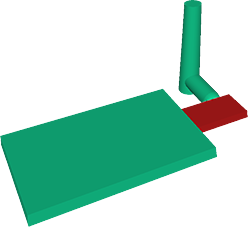
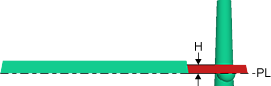
Dimensions :
La largeur minimale de la languette (W) est de 5 mm. L'épaisseur minimale de la languette (H) est de 75 pour cent de la profondeur de l'empreinte.