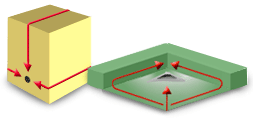
Les emprisonnements d'air ont lieu lorsque des fronts d'écoulement convergents entourent et emprisonnent une bulle d'air.
L'air emprisonné peut être à l'origine de phases de remplissage et de compactage incomplètes et causer des imperfections de surface dans la pièce finale. L'air emprisonné dans les poches peut se comprimer, se réchauffer et causer des marques de brûlures.
Causes
-
Effet "champ de course". L'effet "champ de course" se produit lorsque le plastique fondu s'écoule plus facilement dans les régions d'épaisseur élevée que dans les régions de moindre épaisseur. L'écoulement se divise et remplit les sections les plus épaisses avant de se reformer pour remplir les sections de moindre épaisseur. Une fois reformé, l'écoulement peut partir dans une direction inverse, allant à la rencontre d'un autre écoulement dans la section de moindre épaisseur.
-
Hésitation. Dans une pièce ayant plusieurs trajectoires d'écoulement, l'écoulement peut être ralenti ou marquer une hésitation dans les parties de faible épaisseur.
-
Trajectoires d'écoulement déséquilibré. L'écoulement déséquilibré dans les trajectoires d'écoulement n'est pas nécessairement provoqué par un effet "champ de course" ou une hésitation. La longueur physique des trajectoires d'écoulement peut varier, dans une pièce d'épaisseur uniforme, et entraîner la formation d'emprisonnements d'air.
-
Évacuation inadéquate de l'air. Les emprisonnements d'air peuvent souvent se former en raison de l'absence ou de la petite taille des évents dans les zones qui se remplissent en dernier.
Solutions
-
Équilibrer les trajectoires d'écoulement.
-
Éviter l'hésitation et les effets "champ de course".
-
Équilibrer les canaux d'alimentation. La modification du système d'alimentation peut changer le motif de remplissage de manière à ce que les zones se remplissant en dernier soient situées à des endroits permettant une évacuation adéquate de l'air.
-
Évacuer l'air de manière appropriée. S'il y a formation d'emprisonnements d'air, ceux-ci doivent être placés dans des régions pouvant facilement être munies d'évents et/ou à des endroits où des broches d'éjection peuvent être ajoutées, afin de dégager l'air.
La résolution d'un problème peut souvent en générer d'autres dans le processus de moulage par injection. Il est donc recommandé d'envisager chaque option en tenant compte de tous les aspects pertinents relatifs à la spécification de la conception du moule.