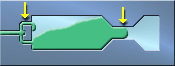
Pièce inachevée due au remplissage incomplet d'une des cavités d'un moule.
Si le plastique ne remplit pas entièrement l'empreinte, la pièce obtenue est incomplète. L'écoulement se solidifie avant le remplissage des trajectoires d'écoulement.

Pour garantir que la pièce finie sera de bonne qualité, le plastique dans l'empreinte doit aussi être correctement compacté. Par conséquent, la question est non seulement « "La pièce sera-t-elle remplie ?" », mais aussi « "Sera-t-elle de bonne qualité ?" ».
Causes
-
Écoulement limité. Problème dû à la solidification des canaux ou à une conception inadéquate des canaux.
-
Hésitation et trajectoires d'écoulement trop longues ou complexes.
-
Évacuation inadéquate de l'air. Une contre-pression due à des emprisonnements d'air non évacués peut générer un remplissage incomplet.
-
Températures moule et/ou matière faibles.
-
Quantité de matière insuffisante pénétrant dans l'empreinte. Problème causé par une machine de petite taille, un volume d'injection faible ou une vitesse de piston inadéquate.
-
Problèmes liés à la machine. Ces problèmes comprennent une trémie vide, une goulotte d'alimentation bloquée ou un clapet de non retour usé entraînant une perte de charge ou une diminution du volume.
Solutions
Avant d'essayer les méthodes énumérées ci-dessous, examinez tous les autres résultats pour découvrir la raison exacte du problème.
-
Éviter les hésitations.
-
Éliminer les emprisonnements d'air. S'il y a formation d'emprisonnements d'air, ceux-ci doivent être placés dans des zones pouvant facilement être munies d'évents ou à des endroits où des broches d'éjection peuvent être ajoutées, afin de dégager l'air.
-
Augmenter la température du moule et la température matière. Ceci réduira la viscosité de la matière fondue, facilitant l'écoulement du plastique à travers la pièce.
-
Augmentez la vitesse du piston Cette action peut augmenter la chaleur de cisaillement, ce qui peut réduire la viscosité de la matière fondue, facilitant ainsi l'écoulement du plastique à travers la pièce.
-
Changer la géométrie de la pièce. Équilibrez les trajectoires d'écoulement de manière à ce qu'ils se remplissent en même temps et sous une même pression. Vous aurez peut-être besoin d'épaissir les zones minces ou de réduire la complexité d'une trajectoire d'écoulement.
-
Utiliser une autre matière. Sélectionner une matière moins visqueuse (débit plus élevé à l'état fondu). Si vous choisissez une matière ayant un débit plastique fondu plus élevé, une pression d'injection inférieure sera suffisante pour remplir la pièce.
- Augmenter la pression d'injection maximale pour cette pièce.
La résolution d'un problème peut souvent en générer d'autres dans le processus de moulage par injection. Il est donc recommandé d'envisager chaque option en tenant compte de tous les aspects pertinents relatifs à la spécification de la conception du moule.