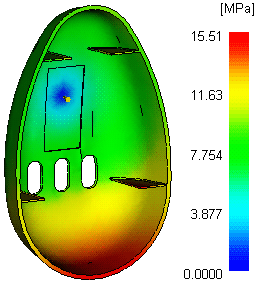
Le résultat Perte de charge utilise une plage de couleurs pour indiquer la région dont la chute de pression est la plus importante par rapport à la région dont la chute de pression est la plus faible. Ce résultat indique la pression nécessaire au remplissage des différentes zones de la pièce.
Comme illustré dans le schéma suivant, la couleur d'un endroit du modèle représente les pertes de charge entre le point d'injection et cet endroit au moment où il a été rempli, c'est-à-dire la pression requise pour forcer la matière à s'écouler vers ce point.
Utilisation de ce résultat
Le résultat Perte de charge est l'un des facteurs utilisés pour déterminer le résultat Qualité du remplissage. Si les pertes de charge sont supérieures à 80 pour cent de la valeur de la Pression d'injection machine maximale actuellement définie dans la page Assistant d'analyses - Paramètres de processus, cela donne une qualité de remplissage jaune. Si les pertes de charge atteignent 100 pour cent de la limite de pression en cours, le résultat Qualité du remplissage de la zone concernée est rouge.
Si la valeur par défaut de 180 MPa de la Limite maximale de la pression d'injection est supérieure à la capacité réelle de la presse à injecter, le résultat Qualité de remplissage sera meilleur que prévu. Certaines presses peuvent injecter les matières avec une pression d'injection atteignant 200 MPa ; la connaissance des performances typiques des machines utilisées dans la production peut donc vous aider à déterminer la validité du résultat Perte de charge.
Points à considérer
- Augmentez la pression d'injection maximale pour améliorer la qualité du remplissage.
- Rapprochez les point d'injection du polymère de la zone à problème ou ajouter des points d'injection pour augmenter la probabilité d'obtenir un remplissage total de toutes les sections d'une pièce.
- Modifiez la géométrie de la pièce ; une géométrie mince et complexe peut provoquer des difficultés de remplissage qui nécessitent une pression d'injection élevée pour achever le remplissage.
- Choisissez une matière différente ayant un débit plastique fondu plus élevé afin qu'une pression d'injection inférieure soit suffisante pour remplir la pièce.
- Augmentez la température de la matière fondue pour réduire la viscosité de la matière et lui permettre de circuler plus facilement dans le moule.