充填解析では、充填中に金型を閉じておくために必要な最大型締力を計算します。
型締力の計算
型締力の計算には、次の 2 つの値を使用します。
- 面積
- XY 平面上に投影されたモデルの面積です。
- 圧力
- 射出圧力分布です。
金型を閉じておくために必要な最大型締力は、キャビティの投影面積の積分の圧力をもとめて計算します。つまり、面積を小さなセグメントに分割して、各セグメントの圧力を計算します。総型締力は、これらの圧力と面積の各コンポーネントの合計です。
型締力 = 
ここで、
-
 = 総面積を分割したセグメントの数
= 総面積を分割したセグメントの数 -
 = 各セグメントの面積
= 各セグメントの面積 -
 = 各セグメントの平均圧力
= 各セグメントの平均圧力
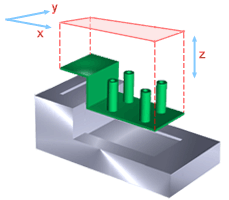
正確な型締力を計算するには、型締力が Z 軸方向に加わる位置にモデルを配置します。
モデルの準備の際にはモデルを操作しやすい方向に回転できますが、準備が完了したら、モデル操作ツールでモデルを正確な位置に配置してください。
充填と保圧時の型締力
通常、圧力と型締力はどちらも充填時に徐々に増加します。保圧過程に入ると、キャビティ圧力はより均一になり、充填圧力が保持された場合、型締力は大幅に増加します。通常の成形条件では、保持圧は充填圧力よりも低く、このため、保圧時に必要な型締力は、充填時に必要な型締力よりも高い場合または低い場合があります。
型締力の過大予測
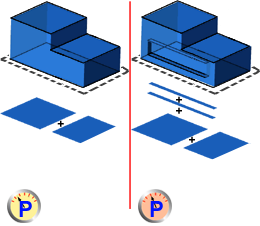
キャビティの投影面積は、パーティング平面に垂直に投影されたすべてのサーフェスの総面積です。投影されたサーフェスのいくつかは、オーバーラップしている場合があります (下図を参照)。2 番目以降のオーバーラップしているサーフェスは、実際に必要な型締力には影響しませんが、解析の型締力の計算ではこれらのサーフェスも考慮します。結果、型締力の予測が金型を閉じておくために実際に必要な型締力より大きな値にあることがあります。
これは、成形の際に通常、スライド コア金型、スタック、マルチ プレート金型などを必要とするようなアンダーカット形状を処理する場合に頻繁に発生する問題です。プログラムが上記のような特殊なケースを識別することが困難であるため、型締力の計算から手動でアンダーカットを除外することが必要になります。