Os chupados e vazios resultam de contração localizada do material em secções espessas sem suficiente compensação.
Chupados
Os chupados aparecem como depressões na superfície de uma peça moldada. Estas depressões são normalmente muito pequenas; no entanto muito visíveis, porque reflectem a luz em diferentes direções. A visibilidade de chupados é uma função da cor da peça, bem como da sua textura da superfície e, portanto, a profundidade é apenas um critério. Embora os chupados não afectem a função ou resistência da peça, são considerados defeitos de qualidade severos .
Vazios
Vazios são orifícios dentro de uma peça. Podem ser um simples orifício ou um grupo de pequenos orifícios. Os vazios podem ter um impacto severo no desempenho estrutural da peça.
Causas
Os chupados são causadas principalmente por contração térmica (contração) durante o arrefecimento. Depois de o material do lado de fora ter arrefecido e solidificado, o material do núcleo começa a arrefecer. A sua contração empurra a superfície do interior da parede principal, causando a chupado. Se a pele for suficientemente rígida, a deformação da pele pode ser substituída pela formação de um vazio no núcleo.
-
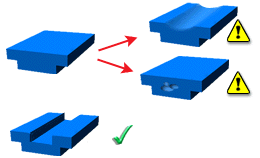
Caraterísticas geométricas localizadas. Os chupados ocorrem normalmente em moldagens com secções mais espessas ou em localizações opostas a estrias, abobadamentos ou fillets internos.
-
Alta contração volumétrica.
-
Insuficiente compensação do material. A solidificação precoce no ataque ou a baixa pressão de compactação podem não compactar a cavidade corretamente.
-
Compactação escassa ou tempo de arrefecimento.
-
Alta temperatura do fundido e/ou do molde.
Os vazios ocorrem quando a pele exterior da peça é suficientemente resistente às forças de contração e, portanto, evitando uma depressão na superfície. Em vez disso, o núcleo do material contrairá, criando vazios dentro da peça.
Remédios
-
Optimize o perfil de compactação. Os chupados ocorrem durante a compactação e, a forma mais eficaz para as reduzir ou eliminar é controlar a pressão de compactação corretamente. Para determinar os efeitos da compactação em chupados, utilize um simulador como o Autodesk Simulation Moldflow Insight.
-
Altere a geometria da peça. Altere o desenho da peça para minimizar secções espessas e reduzir a espessura de caraterísticas que intersectam a superfície principal.
-
Reduza a contração volumétrica.
-
Reposicione os ataques em áreas com problemas. Isto permite que estas secções sejam compactadas antes das secções mais finas, entre o ataque e a solidificação das áreas problemáticas.
-
Optimize o desenho do sistema de alimentação. Um desenho de sistema de alimentação restritivo pode resultar numa solidificação prematura no ataque.
-
Utilize um material diferente.
Resolver um problema pode muitas vezes causar outros problemas no processo de moldação por injeção. Cada opção, portanto, requer a consideração de todos os aspetos relevantes da especificação do desenho do molde.