O efeito de jato ocorre quando o polímero fundido é levado a alta velocidade através de áreas restritivas como bico, canais ou ataques; ou em áreas abertas mais espessas, sem formar contacto com a parede do molde.
O fluxo do efeito de jato faz com que se formem pontos de contacto entre as dobras do fundido, criando "soldaduras" em pequena escala.

Efeito de jato
O efeito de jato leva à fraqueza da peça, defeitos na superfície e a uma variedade de defeitos internos.
Causas
-
Excessiva velocidade do fuso.
-
Má posição do ataque. A falta de contacto do fundido com o molde permite que ocorra efeito de jato.
-
Desenho de sistema de alimentação quente inadequado.
Remédios
-
Optimize o desenho e a posição do ataque. Direcione o fundido contra uma superfície de metal reposicionando o ataque ou utilizando um ataque do tipo sobreposto ou submarino.
Utilize um ataque tabular ou um ataque em leque para abrandar o fundido com uma área de fluxo gradualmente divergente. Isto reduz a tensão do fundido de corte e taxa de corte.
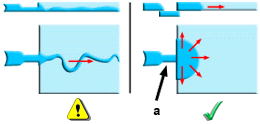
Ataque sobreposição para minimizar o efeito de jato
.a ataque sobreposição.
-
Optimize o perfil de velocidade do fuso. Utilize um perfil de velocidade do fuso otimizado para que a velocidade da frente do fundido seja inicialmente lenta quando o fundido passar no ataque, e depois aumente quando se tornar num fluxo disperso.
Resolver um problema pode muitas vezes causar outros problemas no processo de moldação por injeção. Cada opção, portanto, requer a consideração de todos os aspetos relevantes da especificação do desenho do molde.