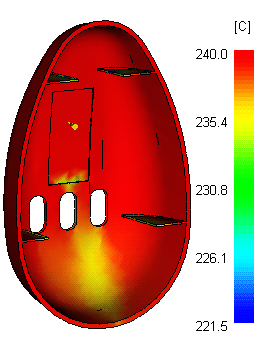
O resultado Temperatura na frente do fluxo, que é produzido por uma análise Enchimento, indica a temperatura do polímero quando a frente do fluxo atinge um determinado ponto no centro da secção transversal do plástico.
Conforme ilustrado no diagrama seguinte, o resultado Temperatura na frente do fluxo utiliza uma variedade de cores para indicar a região com a temperatura mais baixa a azul até à região com a temperatura mais alta a vermelho. As cores representam a temperatura do material em cada ponto no momento em que esse ponto foi enchido. O resultado mostra as alterações na temperatura da frente do fluxo durante o enchimento.
A temperatura na frente do fluxo não deve cair mais do que 2°C a 5°C durante a fase de enchimento. Alterações maiores indicam muitas vezes que o tempo de injeção é demasiado baixo, ou que existem áreas de hesitação. Se a temperatura na frente do fluxo for demasiado baixa numa área fina da peça, a hesitação pode resultar numa moldação incompleta. Em áreas onde a temperatura na frente do fluxo aumentar alguns graus, podem ocorrer a degradação do material e defeitos na superfície.
Utilizar este resultado
Minimize a variação da temperatura na frente do fluxo na fase de enchimento para um valor abaixo de 2-5°C. Variações de temperatura mais pequenas causam menos problemas.
Se o resultado Confiança no enchimento for fraco, utilize o resultado Temperatura na frente do fluxo para ver se os problemas são causados por temperaturas baixas do fundido.
Tente alterar as definições seguintes para melhorar o resultado, utilizando a informação da tabela abaixo para verificar se uma alteração introduziu outros problemas.
| Problema | Alterar | Possíveis problemas |
|---|---|---|
| Temperatura demasiado baixa | Diminua o tempo de injeção. | Pode causar um corte excessivo no ataque, se for restritivo. Demasiado corte causará degradação e defeitos na superfície. |
| Aumente a temperatura do fundido. |
|
|
| Aumente a temperatura do molde. | Pode aumentar o tempo de ciclo. | |
| Aumente a espessura na área para permitir o fluxo. | Pode causar um problema funcional com o desenho e aumentar custos. | |
| Afaste o ataque de áreas com hesitação. | Pode causar hesitação ou outros problemas noutras partes da peça. | |
| Temperatura demasiado alta | Aumente o tempo de injeção. | Pode causar hesitação. |
O que deve procurar
Quando visualizar o resultado Temperatura na frente do fluxo, tenha em atenção o seguinte:
- Pontos quentes. Estes existem normalmente em redor do ataque e em áreas onde ocorre um aquecimento por corte excessivo.
- Pontos frios que indicam hesitação.
- O corte do material está a aquecer ou arrefecer excessivamente?