Ocorre hesitação em peças de várias espessuras quando o fundido se move preferencialmente para áreas mais espessas e o fundido na área fina adjacente permanece estagnado. O fundido estagnado perde calor enquanto a área mais espessa continua a encher.
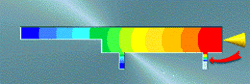
A hesitação pode frequentemente ser evitada utilizando vários pontos de injeção com um sistema de alimentação equilibrado. O diagrama seguinte mostra uma peça que necessita de ataque múltiplo devido às duas nervuras finas no desenho. Se o ataque se encontrasse conforme mostrado, causaria hesitação na nervura fina junto ao ataque. O plástico na nervura congelaria enquanto a área espessa estivesse a ser cheia. A hesitação, que é indicada pela seta vermelha, é provocada por um fluxo limitado.
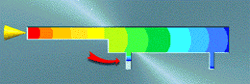
O ataque apresentado no diagrama seria apenas ligeiramente melhor, porque o polímero continuaria a fluir mais facilmente na secção mais espessa do que na secção mais fina, provocando hesitação na secção fina indicada pela seta vermelha.
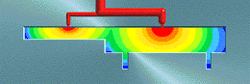
A solução para este problema é utilizar dois ataques com um sistema de alimentação artificialmente equilibrado, tal como mostrado em baixo. Os ataques são posicionados de forma que as nervuras finas fiquem no fim dos caminhos de fluxo, evitando a hesitação.