Os ataques podem ter muitas configurações diferentes mas podem ser classificados consoante o método de remoção em cortados manualmente e cortados automaticamente. Os ataques cortados manualmente necessitam da intervenção de um operador para separar as peças dos canais de alimentação durante uma operação secundária.
- Quando o ataque é demasiado grande para ser cortado a partir da peça no momento em que a ferramenta é aberta.
- Alguns materiais sensíveis a cisalhamento, como PVC, não devem ser expostos a altas taxas de corte no desenho de ataques automaticamente cortados.
- Uma distribuição simultânea de fluxo numa frente ampla para conseguir uma orientação específica de fibras e moléculas, frequentemente elimina o ataque automaticamente cortado.
- Ataque direto ou tipo gito
- Ataque diafragma ou disco
- Ataque avançado ou padrão
- Ataque em leque
- Ataque película ou rebarba
- Ataque sobreposto
- Ataque anel
- Ataque aranha
- Ataque tabular
- Ataque direto ou tipo gito
-
Um ataque direto é utilizado com frequência para moldes de cavidade única, onde o gito alimenta o material diretas e rapidamente para uma cavidade, com o mínimo de queda de pressão, conforme apresentado no diagrama seguinte.

A desvantagem de utilizar este tipo de ataque é a marca do ataque que fica na superfície da peça depois do gito ser cortado. O congelamento é controlado pela espessura da peça e não determinado pela espessura do ataque. Normalmente, a contração da peça junto ao ataque tipo gito será baixa, e a contração no ataque tipo gito será alta. Isto resulta em alta tensão junto ao ataque.
Dimensões:
O diâmetro inicial do gito é controlado pelo bico da máquina. O diâmetro do orifício do gito aqui deve ser de cerca de 1 mm maior que o diâmetro do bico de saída. Gitos padrão podem ter afilamentos de 0,5 graus a 1,5 graus (1,0 graus a 3 graus ângulo incluído) com tamanho normal de cerca de 1,2 graus de ângulo de afilamento, (1/2 polegada por pé ângulo incluído). Portanto, o diâmetro do orifício do gito e o seu comprimento controlarão o diâmetro do gito onde este encontra a peça. Normalmente, o diâmetro do gito será muito acima do dobro da espessura da parede da peça, controlando o ciclo de tempo de moldação.
Um ângulo de afilamento mais pequeno (um mínimo de um grau) corre o risco de não libertar o gito durante a extração. Um maior ângulo de afilamento desperdiça material e aumenta o tempo de arrefecimento.
Afilamentos de gito não padrão serão mais caros para a máquina e terão poucas vantagens.
- Ataque diafragma ou disco
-
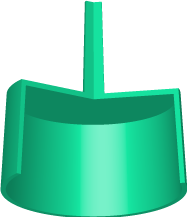
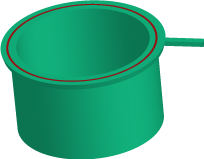
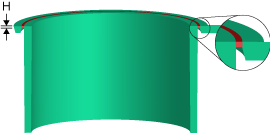
Um ataque disco é muito utilizado para peças cilíndricas ou redondas que tenham um diâmetro interno aberto. Este ataque é utilizado quando a concentricidade é um requisito dimensional importante e a presença de uma linha de soldadura é desagradável. Estes ataques são normalmente difíceis e caros de cortar da peça.
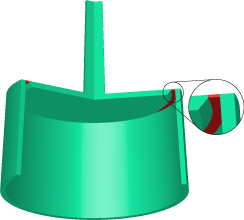
Conforme ilustrado no diagrama seguinte, o ataque disco tem uma fina área de contacto nos limites interiores da peça, o que facilita a remoção do ataque. Como o disco é alimentado por um gito concêntrico ou por alimentação quente, é fácil de manter um fluxo uniforme para todas as peças do ataque.
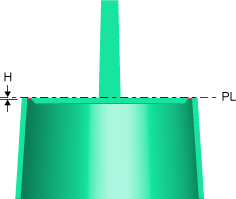
Dimensões:
A espessura típica do ataque (H) é de 0,2 a 1,3 mm.
- Ataque avançado ou padrão
-
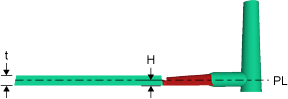
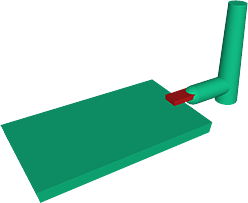
Um ataque amplo encontra-se na linha de partição do molde, conforme apresentado no diagrama seguinte. O ataque transversal é retangular e pode ser afilado em largura e/ou espessura entre a peça e o canal de alimentação.
Dimensões:
A típica espessura do ataque(H) é de 25% a 75% da espessura da peça e a largura é normalmente de duas a dez vezes a espessura. A área do ataque deve ser curta, normalmente de 0,5 a 1,0 mm em comprimento. Peças maiores podem ter maiores áreas.
- Ataque em leque
-
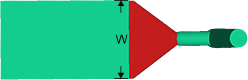
Um ataque em leque é um ataque amplo grande com espessura variável que permite um enchimento rápido de peças grandes ou secções do molde frágeis através de uma grande área de entrada. É utilizado para criar uma frente uniforme do fluxo em peças amplas, onde o empeno e a estabilidade dimensional são importantes.
Conforme ilustrado nos diagramas seguintes, o ataque em leque afila em largura e espessura, para garantir o seguinte:
- A velocidade da frente do fluxo será constante em toda a largura.
- Toda a largura é utilizada para o fluxo.
- A pressão é a mesma em toda a largura.
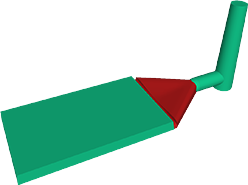
Dimensões:
Ataques em leque bem desenhados têm uma área estreita, normalmente de 2,0 mm ou menos. Esta área será muito fina, normalmente abaixo de 1 mm. A largura do ataque é normalmente de 25 mm até à largura da peça.
O corpo principal do corpo do ataque será fino no centro e espesso nos extremos, para promover o fluxo nas áreas extremas.
- Ataque película ou rebarba
-
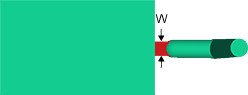
Um ataque película consiste num canal de alimentação direto e numa área de ataque em toda a largura de uma cavidade ou numa porção da cavidade, conforme apresentado no diagrama seguinte.
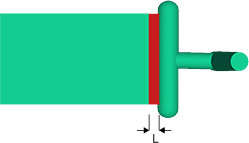
Tem os mesmos objetivos que um ataque em leque, mas é mais difícil de conseguir. A área fina do ataque terá áreas que causarão hesitação e que serão muito sensíveis à espessura da área, diâmetro do canal de alimentação e caudal.
Dimensões:
O tamanho típico do ataque é pequeno, aproximadamente de 0,2 a 1,0 mm de espessura (H). A área (comprimento do ataque (L)) deve também ser mantido pequeno, normalmente abaixo de 1 mm.
- Ataque sobreposto
-
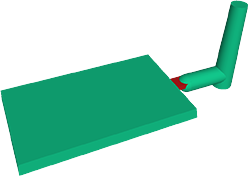
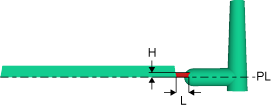
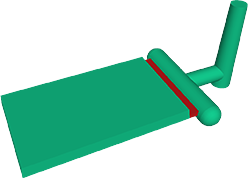
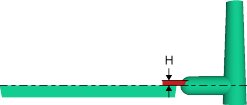
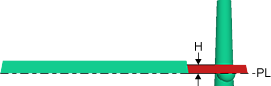
Um ataque sobreposto é igual a um ataque avançado, mas uma porção do ataque sobrepõe-se à peça, conforme apresentado nos diagramas seguintes.
Dimensões:
A típica espessura do ataque(H) é de 25% a 75% da espessura da peça e a largura é normalmente de 2 a 10 vezes a espessura. A área do ataque deve ser curta, normalmente de 0,5 a 1,0 mm em comprimento. Peças maiores podem ter maiores áreas.
- Ataque anel
-
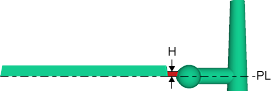
Com um ataque anel, o material flui livremente em volta da bucha antes de se mover para baixo como uma extrusão uniforme, tipo tubo, para encher o molde, conforme apresentado nos diagramas seguintes.
 Nota: Na prática é difícil de conseguir porque o ataque depende da hesitação na área e ataque fino para conseguir um enchimento equilibrado. O enchimento uniforme é sensível à área de ataque, ao canal de alimentação em volta da peça e ao tempo de injeção.
Nota: Na prática é difícil de conseguir porque o ataque depende da hesitação na área e ataque fino para conseguir um enchimento equilibrado. O enchimento uniforme é sensível à área de ataque, ao canal de alimentação em volta da peça e ao tempo de injeção.Dimensões:
A espessura típica do ataque (H) é de 0,2 a 1,5 mm.
- Ataque aranha
-
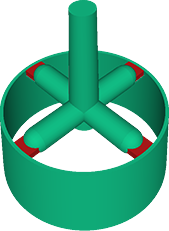
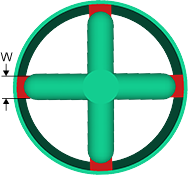
O ataque aranha, que é também chamado ataque quatro pontos ou ataque cruzado, é apresentado nos diagramas seguintes. Este ataque é utilizado para peças em formato de tubo, é de fácil remoção dos ataques e poupa materiais. As desvantagens são a possibilidade de linhas de soldadura e o facto de um redondo perfeito ser muito improvável.
Dimensões
A secção de corte transversal do ataque pode ser retangular como num ataque avançado e terá dimensões nominais iguais, ou pode ter um corte circular transversal e ser configurado como um ataque afilado circular.
- Ataque tabular
-
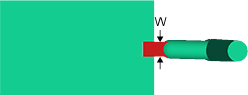
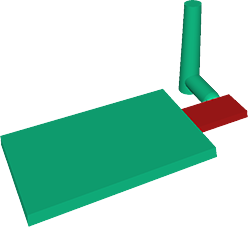
Um ataque tabular é normalmente empregado para peças que necessitem de baixas tensões de corte, tal como peças óticas. A alta tensão de corte gerada em volta do ataque é confinada ao tabulador auxiliar, que é cortado depois da moldação. Um ataque tabular, que é apresentado no diagrama seguinte, é muito utilizado para moldar materiais do tipo PC, acrílico, SAN, e ABS.
Dimensões:
A largura mínima típica do tabulador (W) é 5 mm. A espessura mínima típica do tabulador (H) é 75% da profundidade da cavidade.