O Tempo de enchimento mostra a posição da frente do fluxo em intervalos regulares à medida que a cavidade enche.
Nota: O resultado Fluxo de plástico é uma representação diferente do resultado Tempo de enchimento. A informação abaixo aplica-se a ambos os resultados.
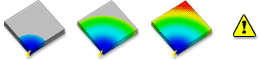
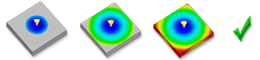
Os diagramas seguintes mostram as cores do contorno que representam o fluxo de plástico na peça. Todas as regiões com a mesma cor são enchidas em simultâneo. O resultado é azul escuro no início da injeção e as últimas áreas a encher são vermelhas. Se a peça tem uma moldação incompleta, a secção que não encheu não tem cor.
Utilizar este resultado
O padrão de fluxo é equilibrado numa peça com um bom resultado Tempo de enchimento, o que significa:
- Todos os caminhos de fluxo acabam ao mesmo tempo e atingem as extremidades do modelo em simultâneo. No diagrama anterior, cada caminho de fluxo deveria terminar com contornos vermelhos.
- Os contornos estão uniformemente espaçados e indicam a velocidade à qual o polímero flui. Contornos com um espaçamento amplo indicam um fluxo rápido, ao passo que contornos apertados indicam que o enchimento da peça é lento.
O que deve procurar
- Moldação incompleta
- No resultado do Tempo de enchimento, será apresentada uma moldação incompleta de forma translúcida. Verifique as extremidades dos caminhos de fluxo quanto a áreas translúcidas.
- Hesitação
- Se um resultado do Tempo de enchimento apresentar uma secção em que os contornos estão muito próximos, poderá ter ocorrido uma hesitação. A hesitação pode provocar uma moldação incompleta se uma secção fina solidificar antes de a peça estar completamente cheia.
- Sobrecompactação
- Se um resultado do Tempo de enchimento mostrar que um caminho de fluxo termina antes dos outros, poderá tratar-se de sobrecompactação. A sobrecompactação pode provocar um peso elevado da peça, empeno e uma distribuição desigual da densidade por toda a peça.
- Linhas de soldadura
- Sobreponha o resultado da Linha de soldadura ao resultado do Tempo de enchimento para confirmar a sua presença. As linhas de soldadura podem provocar defeitos estruturais e visuais.
- Prisões de ar
- Sobreponha o resultado da Prisão de ar ao resultado do Tempo de enchimento para confirmar a sua presença. As prisões de ar podem provocar defeitos estruturais e visuais.
- Efeito racetrack
- O efeito racetrack pode provocar prisões de ar e linhas de soldadura. Verifique a localização e o número de prisões de ar e linhas de soldadura.