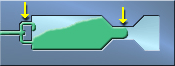
Uma moldação incompleta é um enchimento incompleto de uma cavidade do molde; o que resulta na produção de uma peça incompleta.
Se uma peça tiver moldações incompletas, o plástico não enche a cavidade. O fluxo solidifica antes de os caminhos do fluxo estarem completamente cheios.

Para garantir que a peça acabada é de qualidade, a peça também tem de ser adequadamente compactada com plástico. Portanto, a questão que se põe é, não só, ""A peça encherá?"" mas também, ""Pode ser produzida uma peça de qualidade?""
Causas
-
Restrições do fluxo. Devido a solidificação dos canais ou desenho inadequado do canal de alimentação.
-
Hesitação e caminhos do fluxo longos e complexos.
-
Ventilação inadequada. A contrapressão devido a prisões de ar não ventiladas pode causar uma moldação incompleta.
-
Baixa temperatura oe fundido e/ou molde.
-
Material insuficiente a entrar na cavidade. Uma máquina sub dimensionada, volume de injeção fraca ou velocidade do fuso inadequada.
-
Defeitos da máquina. Incluindo uma tremonha vazia, garganta de alimentação bloqueada ou uma válvula de não-retorno que causa perda de pressão ou perda de volume.
Remédios
Antes de tentar um dos métodos listados em baixo, Verifique todos os outros resultados, para conhecer exactamente a causa da moldação incompleta.
-
Evite a hesitação.
-
Elimine prisões de ar. Se existirem prisões de ar, devem ser posicionadas em áreas que possam ser facilmente ventiladas ou facilmente adicionados pinos de extração de forma que o ar possa ser removido.
-
Aumente a temperatura do molde e do fundido. Isto diminuirá a viscosidade do fundido, tornando mais fácil o plástico fluir através da peça.
-
Aumente a velocidade do fuso. Isto pode causar um maior aquecimento por corte, que diminui a viscosidade do fundido, tornando mais fácil o plástico fluir através da peça.
-
Altere a geometria da peça. Equilibre os caminhos do fluxo para que encham ao mesmo tempo e à mesma pressão. Pode ter de tornar as secções finas mais espessas ou reduzir a complexidade de um caminho de fluxo.
-
Utilize um material diferente. Selecionar um material menos viscoso (maior índice de fluidez). Escolhendo um material com um maior índice de fluidez, será necessária uma pressão de injeção inferior para encher a peça.
- Aumente a pressão máxima de injeção para esta peça.
Resolver um problema pode muitas vezes causar outros problemas no processo de moldação por injeção. Cada opção, portanto, requer a consideração de todos os aspetos relevantes da especificação do desenho do molde.