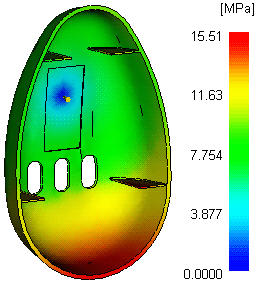
O resultado Queda de pressão utiliza um intervalo de cores para indicar a região de maior queda de pressão até à região de menor queda de pressão. Este resultado indica qual a quantidade de pressão necessária para encher diferentes áreas da peça.
Conforme ilustrado no diagrama seguinte, a cor em cada local do modelo representa a queda de pressão desde o ponto de injeção até esse local do modelo no momento em que esse local foi enchido, ou seja, a pressão necessária para forçar o material a fluir até esse ponto.
Utilizar este resultado
O resultado Queda de pressão é um fator que é utilizado para determinar o resultado Confiança no enchimento. Se a queda de pressão for superior a 80 por cento do valor atual definido para Pressão da injeção máxima da máquina, na página Definições do processo do Assistente de análise, a confiança no enchimento será representada a amarelo. Se a queda de pressão alcançar 100 por cento da definição atual de Limite de pressão, o resultado Confiança no enchimento para esta área é representado a vermelho.
Se o valor predefinido de 180 MPa para o Limite da pressão de injeção máxima for superior à capacidade máxima real da máquina de moldação, o resultado Confiança no enchimento será melhor do que o esperado. Algumas máquinas de moldação podem injectar material até 200 MPa, pelo que o conhecimento do desempenho típico das máquinas utilizadas na produção pode ajudar a determinar a viabilidade do resultado Queda de pressão.
O que deve procurar
- Aumentar a pressão de injeção máxima para melhorar a Confiança no enchimento.
- Aproximar os pontos injeção do polímero da área problemática ou adicionar pontos de injeção para melhorar a probabilidade de enchimento de todas as secções de uma peça.
- Alterar a geometria da peça. Uma geometria complexa e fina pode causar dificuldades no enchimento, que requerem uma elevada pressão de injeção para concluir o enchimento.
- Selecionar um material diferente com um maior índice de fluidez, para que seja necessária uma pressão de injeção inferior para encher a peça.
- Aumentar a temperatura do fundido para reduzir a viscosidade do fundido e permitir que o fundido flua mais facilmente para o molde.