Os ataques podem ter muitas configurações diferentes mas podem ser classificados, consoante o método de remoção do ataque, em cortados manualmente e cortados automaticamente. São incorporadas funcionalidades especiais em ataques cortados automaticamente, para que os ataques sejam cortados quando o molde se abre e as peças sejam ejetadas.
Os ataques automaticamente cortados são utilizados para evitar a remoção dos ataques como operação secundária e para minimizar as marcas do ataque
- Ataque canal quente ou hot-probe
- Ataque pino
- Ataque submarino, túnel ou cinzel
- Ataque válvula
- Ataque canal quente ou hot-probe
-
Um ataque canal quente, que é mostrado no diagrama seguinte, é normalmente utilizado para fornecer material quente através de canais de alimentação aquecidos, directamente para dentro da cavidade, produzindo moldagens sem canal de alimentação.
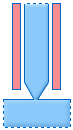
O ataque ou a ponta do ataque podem ter muitas configurações diferentes; de redondo a anelar. A geometria e tamanho da ponta do ataque determinam como o ataque congela e a marca é formada.
- Ataque pino
-
O ataque do pino é utilizado em desenhos de molde de três placas, onde o sistema de alimentação está numa linha de partição de um molde secundário e a cavidade da peça na linha de partição primária. Os canais de alimentação de afilamento reverso caem na placa do meio, paralelamente à direção da abertura do molde, conforme apresentado no diagrama seguinte.
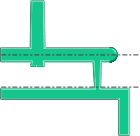
Quando a linha divisória da cavidade do molde é aberta, o ataque pino de pequeno diâmetro é retirado da peça. Uma ataque secundário da linha divisória do canal de alimentação ejecta os canais de alimentação. Ou então, a linha de partição do canal de alimentação abre primeiro. Um sistema ejector da metade superior auxiliar extrai os canais de alimentação a partir da secções inferiores dos afilamentos reversos, soltando os canais de alimentação das peças.
Dimensões:
Os tamanhos normais dos ataques são de 0,2 a 1,5 mm de diâmetro. O desenho é particularmente útil quando são necessários vários ataques por peça para garantir enchimento simétrico ou quando caminhos de fluxo extensos devem ser reduzidos para garantir a compactação em todas as áreas da peça.
- Ataque submarino, túnel ou cinzel
-
Um ataque submarino é utilizado numa construção de molde de duas placas. É produzido um túnel afilado angulado a partir da extremidade do canal de alimentação até à cavidade, imediatamente abaixo da linha de partição, conforme apresentado no diagrama seguinte.
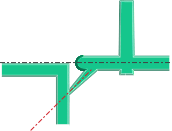
à medida que as peças e canais de alimentação são ejetados e o ataque é cortado na peça.
Se for adicionado um pino de grande diâmetro a uma área não funcional da peça, o ataque submarino pode ser construído no pino, evitando a necessidade de uma superfície vertical para o ataque. Se o pino estiver numa superfície oculta, não tem de ser removido.
Vários ataques submarinos nas paredes interiores de peças cilíndricas podem substituir um ataque diafragma e permitir uma remoção automática. As caraterísticas ovais não são tão boas como as de uma ataque diafragma, mas são frequentemente aceitáveis.
Dimensões:
Um típico diâmetro do orifício do ataque é 30% a 75% da espessura da parede da peça. O ataque é afilado a um mínimo de 10 graus por lado para garantir uma extração correta. É comum ter o afilamento do ataque com o diâmetro do canal de alimentação.
- Ataque válvula
-
O ataque válvula adiciona um pino válvula ao ataque por canal de alimentação quente. Os ataques de válvula têm um maior diâmetro de ataque e podem ser abertos e fechados quando necessário, conforme apresentado no diagrama seguinte. Isto suaviza a marca do ataque.
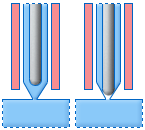
Como o ciclo de compactação é controlado pelo pino da válvula, é mantido um melhor controlo do ciclo de compactação, com uma qualidade mais consistente.