Uma prisão de ar ocorre onde o fundido fica preso e comprime bolhas de ar ou gás entre dois ou mais fluxos frontais convergentes ou entre o ataque do fluxo e a parede da cavidade. Normalmente, o resultado é um pequeno buraco ou uma imperfeição na superfície da peça. Em casos extremos, a compressão aumenta a temperatura para um nível que faz com que o plástico se degrade ou queime.
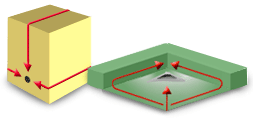
As prisões de ar devem-se frequentemente a frentes de fluxo convergentes causadas por efeitos racetrack ou hesitação ou por padrões de enchimento não uniformes ou não lineares. Mesmo quando a peça tem caminhos de fluxo equilibrados, uma ventilação inadequada pode levar a que ocorram prisões de ar no fim dos caminhos de fluxo.
Para um modelo Dual Domain, o resultado Prisões de ar mostra uma linha contínua fina onde for provável ocorrerem prisões de ar. Para modelos 3D, mostra uma área de cor sólida onde for provável ocorrerem prisões de ar.
Utilizar este resultado
O resultado Prisões de ar mostra a severidade das prisões de ar e os locais da peça onde existe probabilidade de ocorrerem. As prisões de ar podem ser aceitáveis, se ocorrerem numa superfície que não tenha de ser visualmente perfeita.
O resultado Tempo de enchimento é utilizado juntamente com o resultado Prisões de ar para confirmar o comportamento do enchimento e avaliar a probabilidade de aparecerem prisões de ar.
O gráfico de prisões de ar é utilizado para determinar a probabilidade de uma prisão de ar ocorrer numa localização em particular. Um valor mais elevado indica uma probabilidade mais elevada de uma prisão de ar ocorrer e um valor mais baixo indica uma probabilidade mais baixa de uma prisão de ar ocorrer.
- Marcas de queimadura causadas por ar numa prisão de ar, que inflama sob pressão e queima o plástico.
- Moldações incompletas causadas pelo enchimento incompleto da peça. Se uma prisão de ar não for ventilada e não for comprimida de forma suficientemente rápida para causar uma marca de queimadura, pode causar uma moldação incompleta ou deixar bolhas de ar ou gás na peça de plástico.
- Outros defeitos na superfície causados por prisões de ar.
O que deve procurar
- Utilizar defletores ou orientadores de fluxo.
- Aumentar a velocidade de injeção para eliminar prisões de ar causadas por frentes de fluxo convergentes e hesitação.
- Diminuir a velocidade de injeção para reduzir prisões de ar causadas por uma ventilação fraca e evitar marcas de queimadura.
- Diminuir a razão da espessura da parede da peça para reduzir a formação de racetracking.
- Mover os pontos de injeção de forma a que as prisões de ar formem áreas fáceis de ventilar, como o plano de partição.