|
访问: |
功能区:
“CAM”选项卡  “车削”面板
“螺纹”
“车削”面板
“螺纹”

|
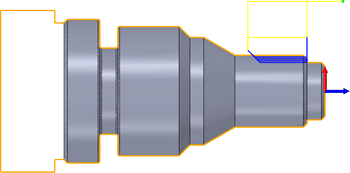
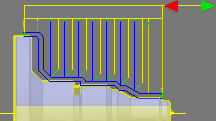
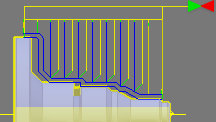
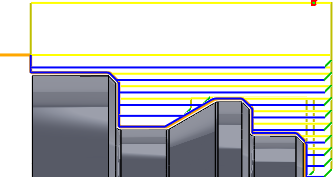
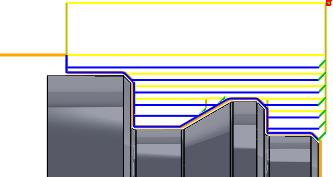
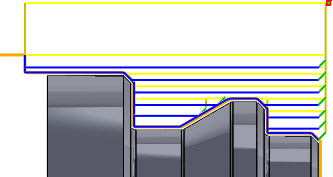
螺纹加工策略用于车削圆柱螺纹和圆锥螺纹。CNC 控制器必须对同步主轴和进给量提供内置支持。
 “刀具”选项卡设置
“刀具”选项卡设置
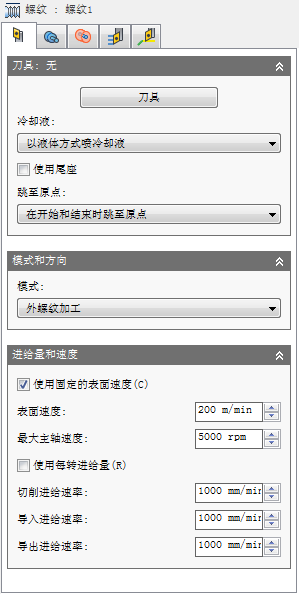
冷却液:
与刀具配合使用的冷却液的类型。
使用尾座
尾座用于支撑正在加工的工件的纵向旋转轴。这特别适用于毛坯相对较长和纤细的情况。无法使用尾座可能在切削工件时导致工件过度弯曲以及导致“颤动”。
要使此选项生效,您的机床需要有程控尾座,并且必须对后处理器进行配置以编写机床所需的代码。
配置完成后,如果启用此选项,通常会在操作开始时看到 M21(尾座向前)并在操作结束时看到 M22(尾座向后)。
跳至原点:
原点位置是相对于 WCS 的已知 Z 值,在“设置策略”对话框“设置”选项卡的“工件坐标系(WCS)”区域中进行定义。
您可以强制刀具在启动操作之前或者在操作完成之后移到原点位置。刀具在到达安全高度之前,将始终在 X 轴方向上从毛坯中拔出,之后将在 Z 轴方向上移到原点位置。
-
不跳至原点
不跳至原点
-
在开始时跳至原点
在开始时跳至原点
-
在结束时跳至原点
在结束时跳至原点
-
在开始和结束时跳至原点
在开始和结束时跳至原点
模式:
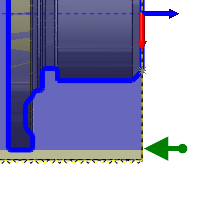
根据车削加工策略,此设置确定了刀具是轴向加工还是径向加工,还确定了接近/退刀方向。
- 外螺纹加工 - 刀具从毛坯外侧进刀/退刀到毛坯外侧,进行轴向加工。
- 内螺纹加工 - 刀具从中心线进刀/退刀到中心线,进行径向加工。
使用固定的表面速度
启用该选项可自动调整主轴速度,以在切削直径变化时在刀具和工件之间保持固定的速度。在大多数加工中,固定的表面速度 (CSS) 使用 G96 指定。
主轴速度:
主轴的旋转速度。
曲面速度:
以曲面上刀具的速度表示的主轴速度。
最大主轴速度:
指定在使用固定的表面速度 (CSS) 时允许的最大主轴速度。
使用每转进给量
启用该选项可根据主轴的 RPM 自动调整进给速率,以保持固定的切屑速度。
切削进给速率:
在切削移动中使用的进给量。
导入进给速率:
导入到切削移动中时使用的进给量。
导出进给速率:
从切削移动中导出时使用的进给量。
 “形状”选项卡设置
“形状”选项卡设置
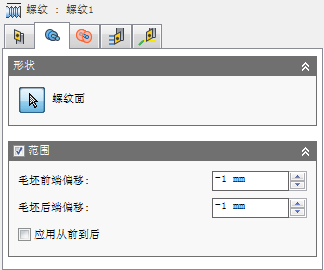
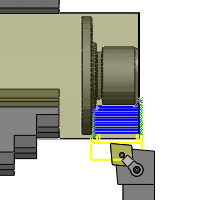
螺纹面
用于选择要创建螺纹的面的按钮。
范围
可使用“范围”按钮选择范围边界以将刀具路径限制在特定区域内。可以将边、曲面或草图点组合使用来定义范围区域。
毛坯前端偏移:
指定模型前侧以外要加工的距离。
负前侧偏移
正前侧偏移
毛坯后端偏移:
指定模型后侧以外要加工的距离。
负后侧偏移
正后侧偏移
应用从前到后
从前侧应用毛坯后侧偏移。
 “半径”选项卡设置
“半径”选项卡设置

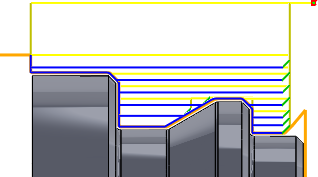
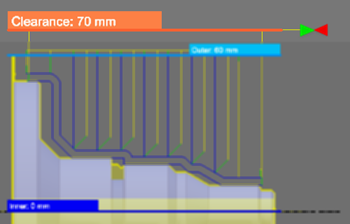
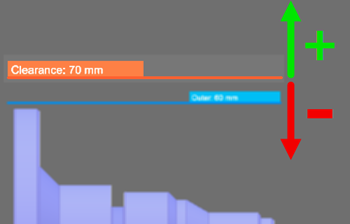
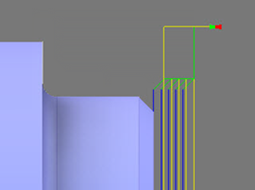
间隙
设置此高度以控制刀具进入和退出刀具路径的半径。刀具将沿 Z 轴(主轴线)在此径向安全偏移处从毛坯内部进刀和退刀。在橙色选项卡上显示的值表示相对于设置轴的当前半径。
外安全半径
- 毛坯外径 - 设置安全半径以匹配设置中定义的毛坯的半径极限值。
- 模型外径 - 设置安全半径以匹配设置中定义的模型的外半径极限值。
- 外半径 - 选择此选项后,您可以从外半径偏移安全半径。但是,安全半径必须大于外半径,因此在“安全偏移”字段中必须输入正值。
- 内半径 - 此选项与“安全偏移”值结合使用,允许您从生成刀具路径的最里面位置驱动安全半径。此方法对于在某些情况下包含刀具路径深度非常有用。确保安全半径导致刀具清洁所有剩余的毛坯。通过运行毛坯仿真可以验证这一点。
- 模型内径 - 此选项与“安全偏移”值结合使用,允许您从所定义毛坯的最小直径驱动安全半径。确保安全半径导致刀具清洁所有剩余的毛坯。通过运行毛坯仿真可以验证这一点。
- 毛坯内径 - 此选项与“安全偏移”值结合使用,允许您从所定义毛坯的最小直径驱动安全半径。确保安全半径导致刀具清洁所有剩余的毛坯。通过运行毛坯仿真可以验证这一点。
- 选择 - 在模型上选择任意面、顶点或点以定义安全半径。
- 半径 - 此选项支持您在“安全偏移”字段中输入半径值。
- 直径 - 此选项支持您在“安全偏移”字段中输入直径值。
安全偏移:
指定安全偏移值。
外部安全偏移
外半径
通过限制刀具路径的外径向范围来定义径向范围。您可以从以下选项中进行选择:
外半径
- 毛坯外径
- 模型外径
- 内部限制
- 模型内径
- 毛坯内径
- 选择
- 半径
- 直径
外半径偏移:
指定外半径偏移值。
内半径
通过限制刀具路径的内径向范围来定义径向范围。您可以从以下选项中进行选择:
内半径
- 毛坯外径
- 模型外径
- 外部限制
- 模型内径
- 毛坯内径
- 选择
- 半径
- 直径
内半径偏移:
指定内半径偏移值。
 “加工路径”选项卡设置
“加工路径”选项卡设置
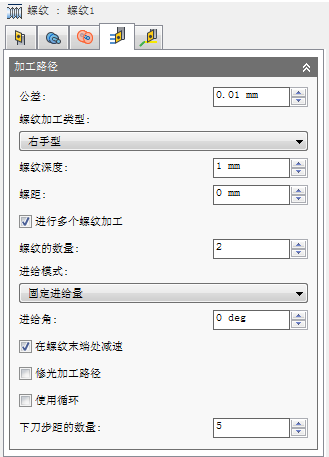
公差:
加工公差是用于刀具路径生成和形状三角测量的公差之和。必须将任何其他过滤公差加到此公差中来获得总公差。
宽松公差 0.100
紧密公差 0.001
使用直线 G1 和圆弧 G2 G3 命令来控制 CNC 机床的轮廓运动。为了满足这一要求,CAM 将生成近似的样条曲线和曲面刀具路径,通过对刀具路径进行线性化处理,创建多条较短的直线段来近似模拟所需的形状。刀具路径与所需形状匹配的精确程度很大程度上取决于所使用的直线数量。使用的直线越多,生成的刀具路径就越接近于样条曲线或曲面的标称形状。
数据匮乏
人们往往始终使用非常紧密的公差,但是,这样做需要付出代价,包括会延长刀具路径计算时间、生成较大的 G 代码文件以及直线位移非常短。前两个不算是问题,因为 Inventor HSM 计算速度非常之快,并且大部分现代化控制器都至少具有 1 MB 的 RAM。但是,如果直线位移较短并且进给速率较高的话,就可能导致出现称为数据匮乏的现象。
当无法保持同步的数据让控制器不堪重负时,就会出现数据匮乏。CNC 控制器每秒只能处理有限行数的代码(块)。在较陈旧的机床上每秒可处理 40 个块,而在像 Haas Automation 控制器这样新式的机床上每秒可处理 1,000 甚至更多个块。直线位移较短并且进给速率较高,会迫使处理速率超过控制器可处理的极限。当发生这种情况时,机床必须在每次位移之后暂停,等待控制器发出下一个伺服命令。
攻螺纹类型:
- 右手型
- 左手型
螺纹深度:
指定螺纹深度。
螺距:
指定螺距。
进行多个螺纹加工
启用该选项可激活螺纹数量。
螺纹的数量:
指定螺纹的数量。
进给模式:
进给量是每加工路径的切削深度,是螺纹加工的关键。每个连续的加工路径会占用镶件的大部分切削刃。有两个进给模式选项。
- 固定进给量 - 如果选择此选项,在从一个加工路径前进到下一个加工路径时,切削力和金属去除率会急剧增加。示例:使用每加工路径 0.010 英寸这一固定进给量生成 60 度螺纹形状时,第二个加工路径会去除掉三倍于第一个加工路径的金属量。对于每个后续加工路径,去除掉的金属量会继续呈指数增加。
- 减小的进给量 - 此选项会保持更真实的切削力并减小每加工路径的切削深度。因为它不像固定进给量会增加金属去除率,因此是推荐设置。
进给角:
指定进给角。
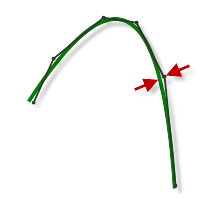
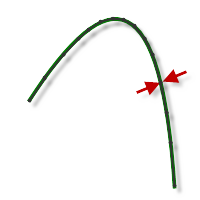
在螺纹末端处减速
启用该选项可隐去端部的螺纹。
修光加工路径
启用该选项可沿最终精加工路径执行两次加工以移除由于刀具变形而剩余的毛坯。
使用循环
启用该项可请求以固定循环输出。
下刀步距的数量:
指定所需的下刀步距数量。
 “连接”选项卡设置
“连接”选项卡设置
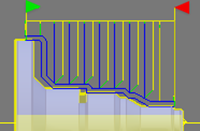
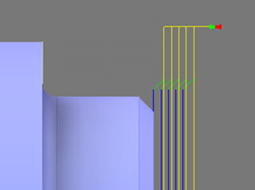
退刀策略:
控制刀具是应该在执行每个切削加工路径后退刀至留隙直径,还是只需退刀至离工件不远处(该距离由“安全距离”值决定)。
-
完整退刀 - 在将刀具移至下一个加工路径起点上方之前,将刀具完全退回到加工路径终点处的退刀高度位置处。
完整退刀
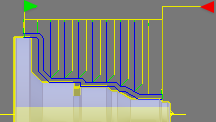
-
最小退刀量 - 径直向上移至刀具切削工件时的最低高度,然后再移动任何指定的安全距离。
最小退刀量