在注射压缩成型工艺中,预设数量的塑料材料被注射到开放的型腔中,然后型腔被压缩,以完成填充和保压。
注射压缩有利于生产需要较低残余应力的精密零件,如光碟和高精度成型物。传统注射成型可能无法满足此类零件在产品设计方面的需求,因为热塑性塑料本身具有 pvT 特性且粘度较高,很难加工。
注射压缩成型工艺
注射压缩成型有时也称为印压、冲压、压缩性填充或混合成型。注射压缩成型分析可模拟注射压缩成型工艺的以下特性:
- 注射阶段
- 在此阶段,模具型腔厚度被设计成大于目标零件的厚度,其目的是为了使塑料更容易流到型腔的各个末端。因为如果塑料容易流动,那么即使在相对较低的压力和应力下,流动性也不会受到影响。
- 压缩阶段
- 填充时或填充后,压缩作用力可使模具型腔厚度减小,从而使树脂得以进入型腔中尚未填充的部分。这会在整个型腔中产生更加均匀的保压压力。因而同传统注射成型相比,物理属性更均匀,模中应力更小。
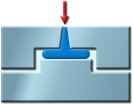
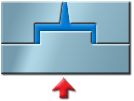
注射阶段(上图),压缩阶段(下图)
特征
注射压缩提供:
- 注射单元和压缩单元的独立控制。
- 两阶段压力机控制:速度控制和作用力控制。
- 打开和关闭对聚合物注射位置和阀浇口的控制。
注射压缩帮助您:
- 将用于压缩的压力机作用力(锁模力)降至最低。
- 将注射压力降至最低。
- 将收缩、翘曲和残余应力降至最低程度。
注: 压缩效果仅应用于表面单元。通常,压力机作用力控制比压力机速度控制需要更多的计算时间。