自动修剪的浇口工具融入了特殊的功能,以便在打开模具以顶出零件时修剪或剪切浇口。
自动修剪的浇口用于避免去除浇口的二次操作,以及使浇口疤痕最小
自动修剪的冷浇口类型包括:
- 针点浇口
- 潜入式、隧道式或凿式浇口
- 针点浇口
-
针点浇口用于三板式模具设计,其中流道系统位于次模具分模线上,而零件型腔则位于主分模线中。倒锥形流道平行于开模方向向下穿透中间板,如下图所示。

当打开模具型腔分模线时,该直径较小的针点浇口将与零件断开。然后打开流道分模线,顶出流道。或者,首先打开流道分模线。上半层辅助顶出系统将流道从倒锥形嘴中抽出,使流道与零件断开。
尺寸:
典型浇口直径尺寸为 0.2 到 1.5 mm。当每个零件上需要多个浇口以确保对称填充,或必须缩短长流动路径以确保保压零件的所有区域时,此设计尤其有用。
- 潜入式、隧道式或凿式浇口
-
潜入式浇口用于双板式模具结构。从流道末端到型腔之间加工了一条带角度的锥形隧道,刚好位于分模线下方,如下图所示。
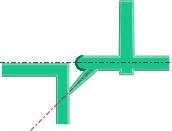
顶出零件和流道时,将从零件处剪切浇口。
如果向零件非功能区添加直径较大的销,则可将潜入式浇口内置到该销内,从而避免为浇口准备垂直表面的需要。如果该销位于隐藏的表面中,则无需将其删除。
圆柱形零件内壁中的多个潜入式浇口可代替隔膜浇口并允许自动去浇口。潜入式浇口中的失圆特性不及隔膜浇口的失圆特性好,但通常可以接受。
尺寸:
浇口的典型入口直径是零件壁厚的 30% 到 75%。为确保正确顶出,浇口每侧的锥度最少为 10 度。通常浇口尺寸呈锥形过渡到流道直径。
注: 不同的浇口类型有不同的典型尺寸范围。实际浇口尺寸将根据所选材料、零件几何和浇口数量而有所变化。