熱澆口會與熱流道搭配使用,以使進入模具的塑膠材料保持熔解狀態。當開啟成型工具以頂出零件時,會自動修剪熱澆口會與熱流道。
熱澆口分為兩大主要品類:熱澆口與閥澆口。
熱澆口
熱澆口沒有移動的零件。模穴充填完畢後,其中的聚合物開始在模穴內凝固,塑膠也會在熱澆口的尖端內凝固。當模具打開並從工具頂出零件時,澆口區域中的一部分凝固塑膠會與零件斷開,而部分塑膠仍保留在熱澆口中做為塞子,以防止額外的熔解塑膠流出。在下一個循環時,塑膠塞後面的壓力會將它強制進入模穴,藉此再次開啟澆口,以使塑膠可以充填零件。
(A)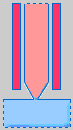 (B)
(B) 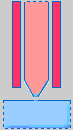 (C)
(C) 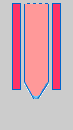 (D)
(D) 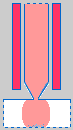
(A) 塑膠在熱澆口內凝固,(B) 頂出零件,同時使塑膠塞留在熱澆口中,(C) 塑膠塞可防止熔解的塑膠流出熱澆口,(D) 射壓將塞子強制進入模穴,以便可以充填零件。
熱澆口
閥澆口
閥澆口具有移動的零件,比起熱澆口,提供更大的零件充填控制,可大幅改善零件的外觀。在週期開始時,閥銷是向前的,以封閉澆口。然後銷會縮回,因此可以將材料射出至零件。在保持階段之後,銷會再次封閉。如此會關閉澆口並防止開模週期期間發生滴料。
(A) 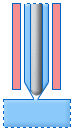 (B)
(B) 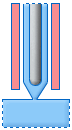 (C)
(C)
(A) 閥銷封閉,以關閉澆口,(B) 閥銷縮回,以允許塑膠流動並充填零件,(C) 閥銷封閉,以關閉澆口。
閥澆口