流動波前會合可能導致零件內出現弱點。「熔接表面移動 (3D 」結果可追蹤在充填、保壓與冷卻循環中,這些表面的形成與移動。
表面在最初形成之後,可能會移動並結束於已移出其初始形成的位置。像是流動波前溫度、材料轉換溫度、剪切率與模具溫度等因素,會影響這些表面的流動性。此動畫結果會展示此移動。
以下系列的螢幕快照展示了熔接表面可以如何移動的範例。




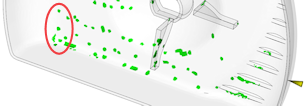
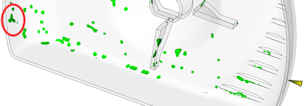
如果零件在最後一個影像中亮顯的區域中有表面瑕疵,可能起因於第一個影像中形成的熔接表面。
若要正確檢查熔接表面,可能需要以下一或多項條件。
- 更細緻的網格
- 較短的求解器時間步長
- 更頻繁的結果輸出
必須重新執行分析,變更才會生效。
註: 求解器時間步長以及更頻繁的結果輸出,可以在「熱塑射出成型求解器參數 (3D)」對話方塊 () 中進行修改。
- 若要產生較短的求解器時間步長,請降低「每個時間步長要充填的最大體積百分比」()。預設值為 4%。
- 若要達到更頻繁的結果輸出,請從「中間結果」面板中選取「於恆定間隔寫入」或「於指定時間寫入」,並視需要進行編輯。
使用此結果
在查看零件的強度時,熔接表面是潛在弱點的來源。熔接表面移動 (3D) 會追蹤在整個充填、保壓與冷卻階段中的熔接表面,而不只是初始表面形成。
不會移動的熔接表面是潛在結構弱點的來源,而會移動的表面可能引起表面瑕疵,因為熔接表面的材料可能沉積在零件表面上。
如果是纖維充填材料,流地形會合也可能會妨礙加工零件中這些纖維的局部配向。
提示: 覆疊「聚合物充填區域」出圖有助於視覺化熔接表面形成。
檢查事項
熔接表面位於零件的重要部分中或位於可見表面上時,可能需要使用一些技巧來移動,例如變更澆口位置,或透過策略性地更改零件厚度。