|
Přístup: |
Pás karet:
karta CAM
 panel 2D frézování
Závit
panel 2D frézování
Závit

|
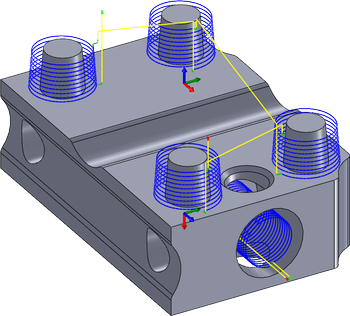
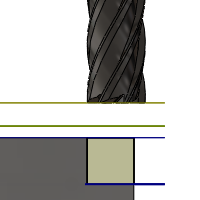
Operace Závit se používá při frézování závitů válcových kapes a ostrůvků. Výšky a hloubky se automaticky odvozují z vybrané geometrie, což umožňuje obrábět různé závity v jediné operaci.
 Nastavení na kartě Nástroj
Nastavení na kartě Nástroj
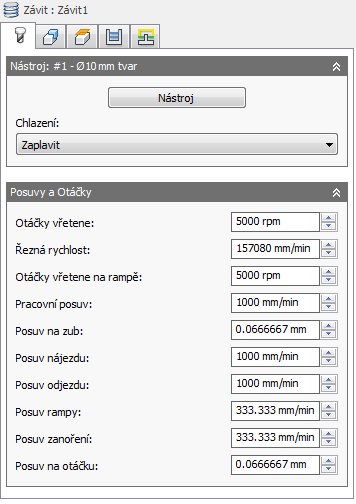
Chladivo:
Jedná se o typ chladiva použitého s nástrojem.
Rychlost vřetena:
Jedná se o rotační rychlost vřetena.
Povrchová rychlost:
Jedná se o rychlost vřetena, která je vyjádřena jako rychlost nástroje na povrchu.
Rychlost vřetena na rampě:
Jedná se o rotační rychlost vřetena při provádění pohybů na rampě.
Rychlost řezného posuvu:
Jedná se o posuv použitý při řezání.
Posuv na zub:
Jedná se o rychlost řezného posuvu, která je vyjádřena jako hodnota posuvu na zub.
Rychlost posuvu při nájezdu:
Jedná se o posuv použitý při nájezdu do řezného pohybu.
Rychlost posuvu při odjezdu:
Jedná se o posuv použitý při odjezdu z řezného pohybu.
Rychlost posuvu rampy:
Jedná se o posuv použitý při provádění spirálovitého rampování do polotovaru.
Rychlost posuvu při zanoření:
Jedná se o posuv použitý při zanořování do polotovaru.
Posuv na rotaci:
Jedná se o rychlost posuvu při zanoření, která je vyjádřena jako hodnota posuvu na rotaci.
 Nastavení na kartě Geometrie
Nastavení na kartě Geometrie
 Nastavení na kartě Výšky
Nastavení na kartě Výšky
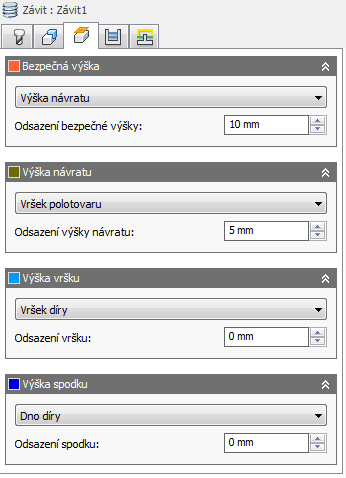
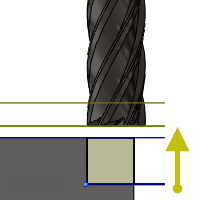
Výška volného prostoru
Výška volného prostoru je první výškou, do které se nástroj přesune rychloposuvem při přechodu na začátek trajektorie nástroje.
Výška volného prostoru
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Horní část materiálu: jedná se o přírůstkové odsazení od horní části materiálu
- Dolní část materiálu: jedná se o přírůstkové odsazení od dolní části materiálu.
- Vršek díry: jedná se o přírůstkové odsazení od vršku díry.
- Dno díry: jedná se o přírůstkové odsazení ode dna díry.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení výšky volného prostoru:
Použije se odsazení bezpečné výšky, které je ovlivněno tím, jaký režim bezpečné výšky byl vybrán v rozevíracím seznamu výše.
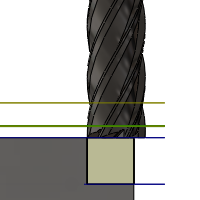
Výška návratu
Režim výšky návratu nastaví výšku, do které se nástroj posune před dalším řezným průchodem. Režim výšky návratu musí být nastaven na hodnotu vyšší, než je nastaveno u parametrů Výška posuvu a Horní část. Režim výšky návratu se používá spolu s následným odsazením ke stanovení výšky.
Výška návratu
- Výška volného prostoru: jedná se o přírůstkové odsazení od výšky volného prostoru.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Horní část materiálu: jedná se o přírůstkové odsazení od horní části materiálu
- Dolní část materiálu: jedná se o přírůstkové odsazení od dolní části materiálu.
- Vršek díry: jedná se o přírůstkové odsazení od vršku díry.
- Dno díry: jedná se o přírůstkové odsazení ode dna díry.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení výšky návratu:
Použije se odsazení výšky návratu, které je ovlivněno tím, jaký režim výšky návratu byl vybrán v rozevíracím seznamu výše.
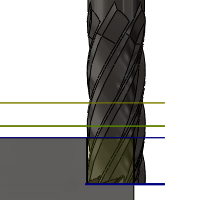
Horní výška
Režim horní výšky nastaví výšku, která popisuje horní část řezu. Režim horní výšky by měl být nastaven na hodnotu, která je nižší než hodnota parametru Dolní část. Režim horní výšky se používá spolu s následným odsazením ke stanovení výšky.
Horní výška
- Výška volného prostoru: jedná se o přírůstkové odsazení od výšky volného prostoru.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Horní část materiálu: jedná se o přírůstkové odsazení od horní části materiálu
- Dolní část materiálu: jedná se o přírůstkové odsazení od dolní části materiálu.
- Vršek díry: jedná se o přírůstkové odsazení od vršku díry.
- Dno díry: jedná se o přírůstkové odsazení ode dna díry.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Horní odsazení:
Použije se horní odsazení, které je ovlivněno tím, jaký režim horní výšky byl vybrán v rozevíracím seznamu výše
Dolní výška
Režim výšky spodku určuje konečnou výšku či hloubku obrobení a nejnižší hloubku, do které nástroj v polotovaru sestoupí. Režim výšky spodku musí být nastaven na hodnotu, která je nižší než hodnota parametru Horní část. Režim výšky spodku se používá spolu s následným odsazením ke stanovení výšky.
Dolní výška
- Výška volného prostoru: jedná se o přírůstkové odsazení od výšky volného prostoru.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Horní část materiálu: jedná se o přírůstkové odsazení od horní části materiálu
- Dolní část materiálu: jedná se o přírůstkové odsazení od dolní části materiálu.
- Vršek díry: jedná se o přírůstkové odsazení od vršku díry.
- Dno díry: jedná se o přírůstkové odsazení ode dna díry.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Dolní odsazení:
Použije se dolní odsazení, které je ovlivněno tím, jaký režim výšky spodku byl vybrán v rozevíracím seznamu výše.
 Nastavení na kartě Průchody
Nastavení na kartě Průchody
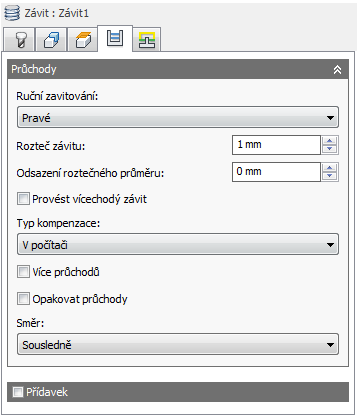
Odsazení roztečného průměru:
Vytvoří kladné nebo záporné odsazení průměru od vybrané geometrie.
Ruční závitování:
- Pravostranné
- Levostranné
Stoupání závitu:
Určuje stoupání závitu.
Vícenásobné průchody
Tuto možnost povolte, chcete-li zadat hodnotu stranového kroku.
Stranový krok:
Jedná se o maximální vzdálenost mezi dokončovacími průchody.
Počet stranových kroků:
Jedná se o počet hrubovacích kroků.
Provést vícechodý závit
Tuto možnost povolte, chcete-li zadat počet závitů.
Počet závitů:
Určí počet závitů.
Typ kompenzace:
Určí typ kompenzace.
- V počítači – kompenzaci nástroje vypočte aplikace Inventor HSM Express automaticky na základě průměru vybraného nástroje. Výstup generovaný postprocesorem obsahuje přímo kompenzovanou dráhu nástroje a nikoli kódy G41 nebo G42.
- V řídícím systému – kompenzace nástroje se nevypočítá, jako výstup poslouží spíše kódy G41 nebo G42, které obsluze umožňují nastavit objem kompenzace a opotřebení v řídícím systému obráběcího nástroje.
- Opotřebení – funguje stejně, jako by byla vybrána možnost V počítači, ale také poskytuje výstup ve formě kódů G41 nebo G42. Umožňuje obsluze obráběcího stroje upravit opotřebení nástroje v řídicím systému obráběcího stroje zadáním rozdílu ve velikosti nástroje jako záporného čísla.
- Obrácené opotřebení – funguje stejně, jako by byla vybrána možnost Opotřebení, úprava opotřebení se však zadává jako kladné číslo.
Opakovat průchody
Tuto možnost povolte, chcete-li provést poslední dokončovací průchod dvakrát, a odebrat tak materiál polotovaru, který zbyl v důsledku vychýlení nástroje.
Směr:
Možnost Směr umožňuje určit, zda se má aplikace Inventor HSM Express pokusit zachovat sousledné, nebo nesousledné frézování.
Sousledné
Chcete-li obrobit všechny průchody v jednom směru, vyberte možnost Sousledné. Při použití této metody se aplikace Inventor HSM Express pokusí použít sousledné frézování vzhledem k vybraným hranicím.
Sousledné
Nesousledné
Tato možnost obrací směr dráhy nástroje ve srovnání s možností Sousledné a vytváří dráhu nástroje pro nesousledné frézování.
Nesousledné
Přídavek
Kladný
Kladný přídavek – určuje množství materiálu polotovaru zbylého po operaci, který má být odebrán následnými hrubovacími či dokončovacími operacemi. U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu.
Žádný
Žádný přídavek – odstraní veškerý přebytečný materiál až k vybrané geometrii.
Záporný
Záporný přídavek – odstraní materiál za povrchem nebo hranicí součásti. Tato technika se často používá při obrábění elektrodou, kde zohledňuje jiskřiště a umožňuje splnit toleranční požadavky součásti.
Radiální (stěna) přídavek
Parametr Radiální přídavek určuje množství materiálu, který se má ponechat v radiálním (kolmo k ose nástroje) směru, tj. na straně nástroje.
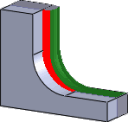
Radiální přídavek
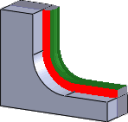
Radiální a axiální přídavek
V důsledku stanovení kladného radiálního přídavku bude na svislých stěnách a strmých oblastech součásti ponechán materiál.
V případě povrchů, které nejsou přesně svislé, bude aplikace Inventor HSM Express interpolovat mezi axiální (dno) a radiální hodnotou přídavku, aby se materiál polotovaru zbylý v radiálním směru na těchto površích mohl lišit od určené hodnoty v závislosti na spádu povrchu a hodnotě axiálního přídavku.
Změnou radiálního přídavku se automaticky nastaví axiální přídavek na stejnou hodnotu, pokud ovšem hodnotu axiálního přídavku nezadáte ručně.
U dokončovacích operací je výchozí hodnota 0 mm/0", tj. nebude ponechán žádný materiál.
U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu, který lze odebrat později pomocí jedné nebo více dokončovacích operací.
Záporný přídavek
Při použití záporného přídavku operace obrábění odstraní více hmoty z polotovaru než z tvaru modelu. Toho lze využít pro elektrody s jiskřištěm, kde velikost jiskřiště odpovídá zápornému přídavku.
Radiální i axiální přídavek může být záporný. Záporný radiální přídavek však musí být menší než poloměr nástroje.
Při použití kulového nebo toroidního řezacího nástroje se záporným přídavkem, který je větší než poloměr rohu, musí být záporný axiální přídavek menší nebo roven poloměru rohu.
 Nastavení na kartě Napojování
Nastavení na kartě Napojování
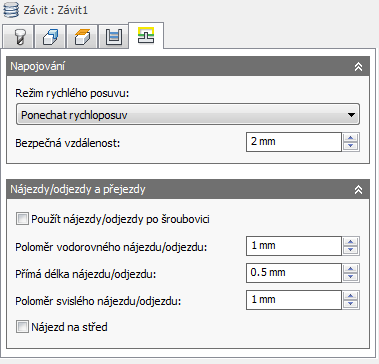
Režim vysoké rychlosti posuvu:
Určuje, kdy mají být rychloposuvy ve výstupu jako skutečné rychloposuvy (G0) a kdy mají být ve výstupu jako pohyby s vysokou rychlostí posuvu (G1).
- Zachovat rychloposuv – zachovají se všechny rychloposuvy.
- Zachovat axiální a radiální rychloposuv – ve výstupu budou jako skutečné rychloposuvy pouze rychloposuvy, při kterých se nástroj pohybuje vodorovně (radiální) nebo svisle (axiální).
- Zachovat axiální rychloposuv – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje svisle.
- Zachovat radiální rychloposuv – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje vodorovně.
- Zachovat rychloposuv v jedné ose – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje v jedné ose (X, Y nebo Z).
- Vždy použít rychlý posuv – výstupem jsou rychloposuvy jako pohyby G01 (pohyby rychlých posuvů) místo rychloposuvů (G0).
Tento parametr se obvykle nastavuje, aby nedocházelo ke kolizím u strojů, které při rychloposuvu provádějí pohyby „dog-leg“.
Vysoká rychlost posuvu:
Rychlost posuvu, která se používá pro výstup rychloposuvů jako G1 místo G0.
Bezpečná vzdálenost:
Minimální vzdálenost mezi povrchy nástroje a součásti při pohybech návratu. Vzdálenost je měřena po použití přídavku. Pokud byl tedy použit záporný přídavek, je třeba věnovat pozornost tomu, aby byla bezpečná vzdálenost dostatečně velká a zamezila jakýmkoli kolizím.
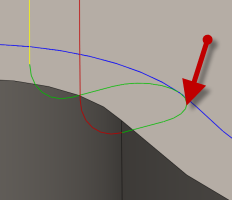
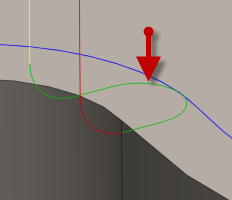
Použít šroubovicové nájezdy nebo odjezdy
Tuto možnost povolte, chcete-li místo kruhových pohybů nájezdu/odjezdu použít šroubovicové nájezdy/odjezdy.
Poloměr vodorovného nájezdu:
Určuje poloměr pohybů vodorovných nájezdů.
Poloměr vodorovného nájezdu
Poloměr vodorovného odjezdu:
Určuje poloměr pohybů vodorovných odjezdů.
Poloměr vodorovného odjezdu
Délka lineárního nájezdu nebo odjezdu:
Určuje délku lineárního nájezdu nebo odjezdu.
Poloměr svislého nájezdu:
Jedná se o poloměr svislého oblouku, který vyhlazuje vstupní pohyb při přechodu ze vstupního pohybu na samotnou dráhou nástroje.
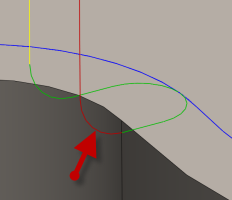
Poloměr svislého nájezdu
Poloměr svislého odjezdu:
Určuje poloměr svislého odjezdu.
Poloměr svislého odjezdu
Nájezd nebo odjezd na střed
Stanoví, že má být pohyb nájezdu nebo odjezdu veden do středu geometrie.