|
Přístup: |
Pás karet:
karta CAM
 panel Úloha
Nastavení
panel Úloha
Nastavení

|
Běžné parametry nastavení pro orientaci a počátek modelu, výběr polotovaru, specifikace polotovaru a následné zpracování jsou konfigurovány v dialogu operace Nastavení.
 Nastavení na kartě Nastavení
Nastavení na kartě Nastavení
Pracovní souřadnicový systém (WCS)
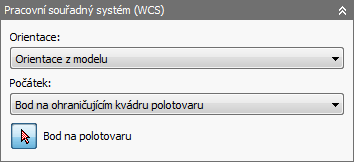
Pracovní souřadnicový systém (WCS) určuje globální souřadnicový systém, ve kterém je výstupem následně zpracovaná dráha nástroje. Pracovní souřadnicový systém ve výchozím nastavení vychází z orientace modelu .
Ve výchozím nastavení jsou při úpravě a simulaci v pracovním souřadnicovém systému zobrazeny také souřadnice.
Orientace:
Rozevírací nabídka Orientace: nabízí následující možnosti k definování nastavení orientace os X, Y a Z WCS:
- Orientace modelu – k orientaci WCS používá orientaci aktuální součásti.
- Vybrat osu nebo rovinu Z a osu X – výběrem plochy nebo hrany definujte osu Z a výběrem další plochy nebo hrany definujte osu X. Osy Z i X lze obrátit o 180 stupňů.
- Vybrat osu nebo rovinu Z a osu Y – výběrem plochy nebo hrany definujte osu Z a výběrem další plochy nebo hrany definujte osu Y. Osy Z i Y lze obrátit o 180 stupňů.
- Vybrat osy X a Y – výběrem plochy nebo hrany definujte osu X a výběrem další plochy nebo hrany definujte osu Y. Osy X i Y lze obrátit o 180 stupňů.
- Vybrat souřadnicový systém – nastaví orientaci WCS pro nastavení z uživatelského souřadnicového systému (USS) aplikace Inventor v modelu. Použije se počátek i orientace existujícího souřadnicového systému. Tuto možnost použijte, pokud model neobsahuje vhodný bod a rovinu pro danou operaci.
Počátek:
Rozevírací nabídka Počátek: nabízí následující možnosti umístění počátku WCS:
- Počátek modelu – k určení počátku WCS se použije počátek souřadnicového systému (WCS) aktuální součásti.
- Vybraný bod – k určení počátku WCS vyberte bod nebo hranu.
- Bod na ohraničujícím kvádru polotovaru – k určení počátku WCS vyberte bod v ohraničujícím kvádru polotovaru.
- Bod kvádru modelu – k určení počátku WCS vyberte bod v ohraničujícím kvádru modelu.
Při vyvolání možnosti Nastavení se automaticky zobrazí miniaturní panel nástrojů Počátek, který nabízí alternativu k dialogu pro výběr počátku WCS.
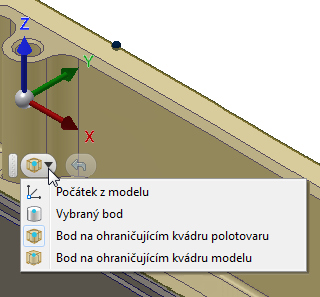
Rozevírací nabídka miniaturního panelu nástrojů Počátek. Chcete-li znovu vybrat počátek WCS, klikněte na pravé straně rozevírací nabídky na tlačítko Zpět.
Orientace a počátek
Souřadnicový systém
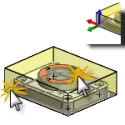
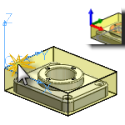
Bod ohraničujícího kvádru:
Pokud je vybrána možnost Bod kvádru materiálu nebo Bod kvádru modelu můžete použít rozevírací nabídku Bod ohraničujícího kvádru: a určit bod v ohraničujícím kvádru, abyste umístili počátek WCS.
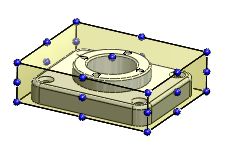
Body ohraničujícího kvádru
Model
Model určený pro nastavení je ve výchozím nastavení používán pro všechny operace obrábění 3D povrchů. Vybraný model je používán také během simulace dráhy nástroje.
 Nastavení na kartě Materiál
Nastavení na kartě Materiál
Zadaný polotovar a upínka se používají při simulaci generované dráhy nástroje a také mohou být použity některými strategiemi obrábění.
Možnosti krychlového polotovaru
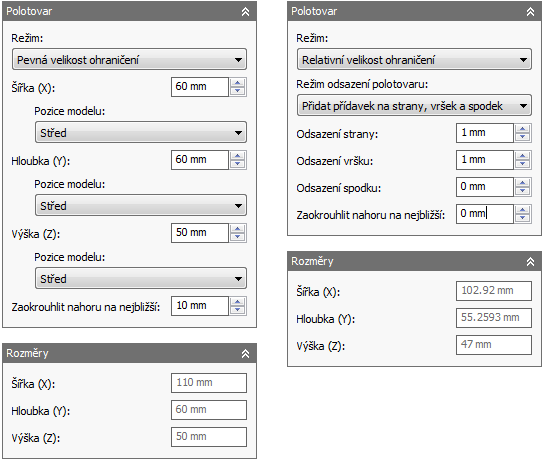
Režim:
Kvádr s pevnou velikostí a kvádr s relativní velikostí
Kvádr s pevnou velikostí – vytvoří krychlové těleso polotovaru, které má určenou (pevnou) velikost. Toto je výchozí nastavení.
Kvádr s relativní velikostí – vytvoří krychlové těleso polotovaru, které je větší než model, pomocí zadaných hodnot odsazení zaokrouhlených na nejbližší určený přírůstek.
Rozměry – zobrazuje rozměry šířky (X), hloubky (Y) a výšky (Z) kvádru polotovaru nastavení.
Režim Kvádr s pevnou velikostí
- Šířka (X): – zadejte hodnotu k určení šířky polotovaru.
- Pozice modelu: Odsadit od levé strany (-X) – určuje odsazení polotovaru v záporném směru osy X.
- Pozice modelu: Střed – model je vystředěn podél osy X v rámci polotovaru.
- Pozice modelu: Odsadit od pravé strany (+X) – určuje odsazení polotovaru v kladném směru osy X.
- Hloubka (Y): – zadejte hodnotu k určení hloubky polotovaru.
- Pozice modelu: Odsadit od zadní strany (+Y) – určuje odsazení polotovaru v kladném směru osy Y.
- Pozice modelu: Střed – model je vystředěn podél osy Y v rámci polotovaru.
- Pozice modelu: Odsadit od přední strany (-Y) – určuje odsazení polotovaru v záporném směru osy Y.
- Výška (Z): – zadejte hodnotu k určení výšky polotovaru.
- Pozice modelu: Odsadit od horní části (+Z) – určuje odsazení polotovaru v kladném směru osy Z.
- Pozice modelu: Střed – model je vystředěn podél osy Z v rámci polotovaru.
- Pozice modelu: Odsadit od dolní části (-Z) – určuje odsazení polotovaru v záporném směru osy Z.
- Zaokrouhlit nahoru na nejbližší: – určuje přírůstek zaoblení na velikosti polotovaru.
Režim Kvádr s relativní velikostí
Režimu Kvádr s relativní velikostí poskytuje možnosti přidání materiálu polotovaru do horní části, dolní části nebo na stranách polotovaru.
Žádný dodatečný polotovar
Žádný dodatečný polotovarl – k velikosti polotovaru nebudou přidány žádné hodnoty odsazení.
Přidat přídavek na strany, vršek a spodek
- Boční odsazení: – určuje dodatečný materiál polotovaru na stranách.
- Horní odsazení: – určuje dodatečný materiál polotovaru na horní straně.
- Dolní odsazení: – určuje dodatečný materiál polotovaru na dolní straně.
Přidat materiál polotovaru na všechny strany
- -X odsazení polotovaru: – určuje odsazení polotovaru v záporném směru osy X.
- +X odsazení polotovaru: – určuje odsazení polotovaru v kladném směru osy X.
- -Y odsazení polotovaru: – určuje odsazení polotovaru v záporném směru osy Y.
- +Y odsazení polotovaru: – určuje odsazení polotovaru v kladném směru osy Y.
- -Z odsazení polotovaru: – určuje odsazení polotovaru v záporném směru osy Z.
- +Z odsazení polotovaru: – určuje odsazení polotovaru v kladném směru osy Z.
- Zaokrouhlit nahoru na nejbližší: – určuje přírůstek zaoblení na velikosti polotovaru.
 Nastavení na kartě Následně zpracovat
Nastavení na kartě Následně zpracovat
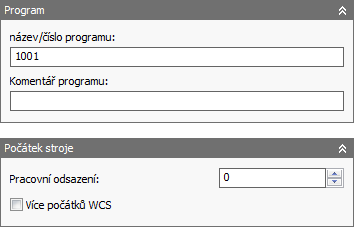
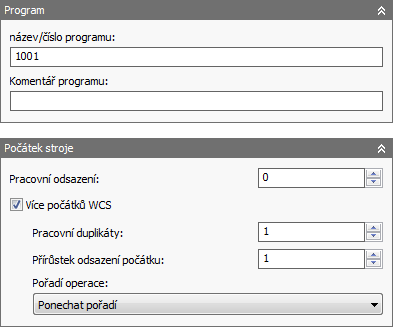
Na kartě Následně zpracovat mohou být zadány parametry následného zpracování jako název nebo číslo programu, komentář k programu a pracovní odsazení.
Pracovní odsazení je konfigurací postprocesoru mapováno na odpovídající nulový index tabulky (např. G54–G59) v řídícím systému CNC. Hodnota 1 by obvykle byla nastavena na první dostupný nulový index v řídícím systému CNC (např. G54). Pracovní souřadnicový systém a pracovní odsazení jsou obecně nastaveny tak, aby vzájemně odpovídaly jeden druhému.
Název nebo číslo programu
Určuje název nebo číslo programu. Tento parametr je k dispozici postprocesoru.
Komentář k programu
Určuje komentář k programu. Tento parametr je k dispozici postprocesoru.
Odsazení pracovního souřadnicového systému:
Identifikuje požadovaný pracovní souřadnicový systém obrobku (WCS) pro nastavení. Namapování tohoto čísla na skutečný pracovní souřadnicový systém na stroji je úkolem konfigurace postprocesoru.
Vícenásobná odsazení pracovního souřadnicového systému
Chcete-li určit, že obrobek bude duplikován, povolte tuto možnost.
Duplikáty odsazení pracovního souřadnicového systému:
Určuje počet duplikátů obrobku. Jedná se o celkový počet instancí.
Přírůstek odsazení pracovního souřadnicového sytému:
Určuje přírůstek odsazení pracovního souřadnicového systému, který se použije k duplikování obrobku.
Pořadí operace:
Určuje pořadí jednotlivých operací.
- Zachovat pořadí – určuje, že prvky budou obrobeny v pořadí, ve kterém byly vybrány.
- Seřadit podle operace – určuje pořadí jednotlivých operací.
- Seřadit podle nástroje – určuje pořadí operací podle nástroje. Příklad: Všechny operace, které používají válcovou frézu o průměru 3/4", budou obrobeny jako první. Poté bude provedena další sada operací, která používá jiný identický nástroj, například válcovou frézu o průměru 1/4".
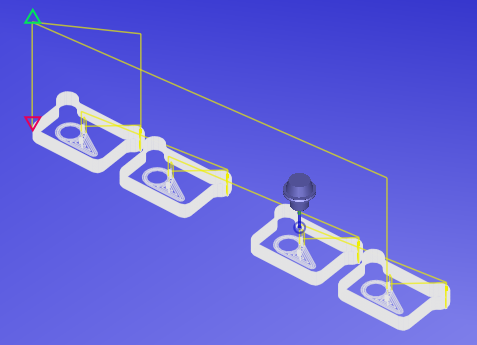
Použití více pracovních odsazení nastavení
Aplikace Inventor HSM Express podporuje uspořádání celých nastavení do polí pomocí prvkuVícenásobná odsazení pracovního souřadnicového systému, který v podstatě duplikuje celá nastavení za použití různých pracovních odsazení. Tento prvek se obvykle používá v případech, kdy nejsou přesně známé jednotlivé pozice každé instance.
Jakmile povolíte možnost Vícenásobná odsazení pracovního souřadnicového systému, můžete určit celkový počet instancí a přírůstek pracovního odsazení, které mají být použity. Můžete také vybrat pořadí duplicitní dráhy nástroje (podle nastavení, operace nebo nástroje).
Povolení více pracovních odsazení
Nastavení pole Odsazení pracovního souřadnicového systému závisí na postprocesoru. V tomto případě je používán postprocesor Fanuc, takže po zadání hodnoty 1 bude použito první pracovní odsazení (G54), další pole je počet duplikátů, v tomto případě 4, a poslední je přírůstek, v tomto případě 1, tj. další odsazení budou G55, G56 a G57.
Pokud jsou fyzická nastavení všech instancí rozmístěna rovnoměrně, lze místo toho někdy použít běžný prvek pole. To umožní plně simulovat duplicitních drah nástroje. Tento postup však vyžaduje přidání drah nástroje k zarovnání polotovaru pro každou instanci.
Použití simulace Backplot při nastavení odsazení obrobku nebo nástroje
Prvek Vícenásobná odsazení pracovního souřadnicového systému se používá pouze pro prvky následného zpracování a seřizovacího listu. Nelze simulovat duplicitní dráhu nástroje, protože relativní umístění všech instancí nejsou uvnitř aplikace Inventor HSM Express známá (např. G54 vzhledem k G55). Chcete-li tedy zobrazit více pracovních odsazení, je nutné zobrazit následně zpracovaný soubor pomocí aplikace Inventor HSM Edit.
V editoru nastavíte pracovní odsazení tak, že nejprve na pásu karet klikněte na kartu Backplot
panel Soubor
Okno Backplot
 a poté kliknutím na
kartu Backplot
panel Další
Nastavit odsazení obrobku nebo nástroje
a poté kliknutím na
kartu Backplot
panel Další
Nastavit odsazení obrobku nebo nástroje
 zobrazte dialog Odsazení obrobku nebo nástroje.
zobrazte dialog Odsazení obrobku nebo nástroje.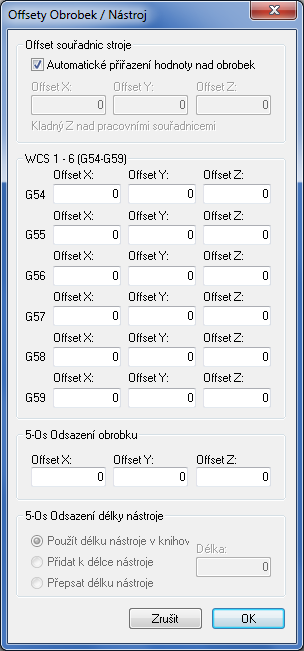
.
Nastavení pracovních odsazení v aplikaci Inventor HSM Edit
Více pracovních odsazení v následně zpracovaném souboru