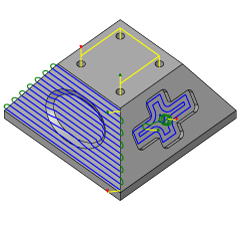
Rovnoběžné
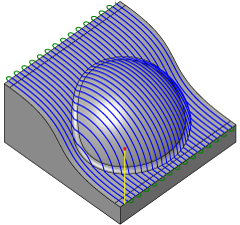
Rovnoběžné záběry představují jednu z nejrozšířenějších dokončovacích strategií. Záběry jsou rovnoběžné v rovině XY a sledují povrch ve směru osy Z. Rovnoběžné záběry se nejlépe hodí pro mělké oblasti a frézování směrem dolů. Chcete-li automaticky detekovat mělké oblasti, lze obrábění omezit na maximální úhel mezi špičkou nástroje a povrchem. Výběrem možnosti frézování směrem dolů lze minimalizovat vychýlení nástroje při obrábění složitých povrchů.
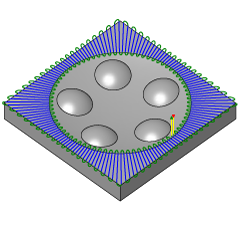
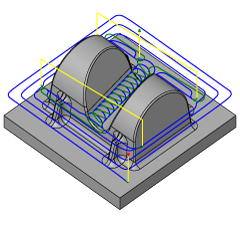
Kontura
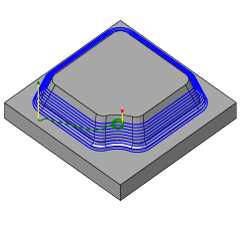
Konturové záběry jsou nejvhodnější strategií při dokončování strmých stěn, ale mohou být použity i k polodokončovacímu a dokončovacímu obrábění na svislejších oblastech součásti. Pokud je určen úhel spádu, například 30 až 90 stupňů, budou obrobeny strmější oblasti, zatímco mělčí oblasti budou ponechány do úhlu až 30 stupňů pro další příslušné strategie.
Vodorovné obrábění
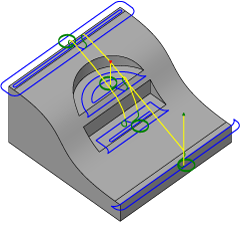
Strategie Vodorovné obrábění automaticky detekuje všechny ploché oblasti součásti a obrobí je pomocí odsazené trajektorie. Pokud je plochá oblast vyvýšena nad okolními oblastmi, bude se řezací nástroj pohybovat za plochými oblastmi, aby očistil hrany. Při použití volitelného maximálního kroku dolů lze vodorovné plochy obrobit ve fázích. Proto je vodorovné obrábění vhodné k polodokončování a dokončování.
Tužka
Strategie Tužka vytvoří trajektorie nástroje podél vnitřních rohů a zaoblení s malými poloměry a odebere materiál, na který ostatní nástroje nedosáhnou. Nezáleží, zda použijete strategii Tužka s jedním nebo více záběry, vždy se nejlépe hodí k začištění po ostatních dokončovacích strategiích.
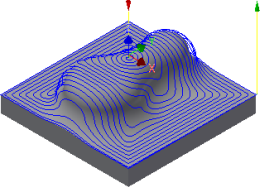
Rovnoměrný nebo konstantní stranový krok
Strategie Rovnoměrné vytvoří záběry v konstantní vzájemné vzdálenosti pomocí jejich postupného odsazování směrem dovnitř podél povrchu. Záběry sledují sklony a svislé stěny, aby udržely stranový krok. Ačkoliv strategii Rovnoměrné lze použít k dokončení celé součásti, používá se většinou ke zbytkovému obrábění, které následuje po kombinaci konturových a rovnoběžných záběrů. Podobně jako ostatní dokončovací strategie lze i obrábění omezit rozsahem kontaktních úhlů.
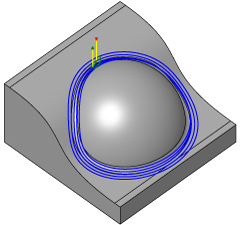
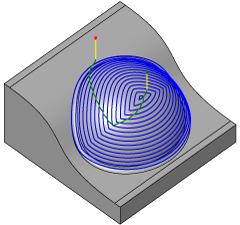
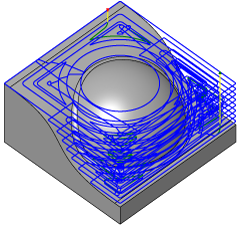
spirála
Spirálové obrábění vytvoří spirálovitou trajektorii nástroje od určeného středového bodu a spolu s tím vytvoří konstantní kontakt, protože obrábí uvnitř určené hranice. Ideálně se hodí k použití v oblých mělkých součástech, protože používá kontaktní úhly nástroje do 40 stupňů v součinnosti s konturovými záběry, kterými vytváří svislejší plochy. Středový bod detailu, který má být obráběn, bude vyhledán automaticky nebo ho můžete určit. Tato strategie podporuje i kontaktní úhly nástroje.
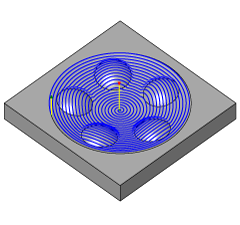
Morfovaná spirála
Strategie Morfovaná spirála je velmi podobná strategii Spirála. Operace Morfovaná spirála však vytvoří spirálu z vybrané hranice – na rozdíl od operace Spirála, která ořízne vytvořené záběry k hranici obrábění. To znamená, že strategii Morfovaná spirála lze použít na další povrchy, pro které není vhodná strategie Spirála. Může také být velmi užitečná při obrábění volných tvarů nebo přirozených povrchů. Ačkoli se strategie Rovnoměrné často používá na tyto typy povrchů, ostré rohy a přechody napojování mezi vytvořenými záběry mohou zanechat viditelné stopy. Strategie Morfovaná spirála obvykle nabízí mnohem hladší trajektorii nástroje, protože se těmto problémům vyhne.
Radiální
Stejně jako spirálové obrábění začíná radiální obrábění ze středového bodu, což umožňuje obrobení radiálních součástí. Nabízí také možnost zastavení nedaleko středu radiálních záběrů, kde začínají být záběry příliš husté. Středový bod detailu, který má být obráběn, bude vyhledán automaticky nebo ho můžete určit. Tuto rutinu lze použít také v případě kontaktních úhlů nástroje.
Kapsa
Kapsa představuje obvyklou hrubovací strategii k efektivnímu obrábění velkého množství materiálu. Součást je obráběna po jednotlivých vrstvách a sousledné frézování v průběhu operace se udržuje pomocí vyhlazených odsazených kontur. Aby se zabránilo zanořování, rampuje nástroj dolů po šroubovicové trajektorii mezi jednotlivými úrovněmi. Chcete-li zachovat vysokou rychlost posuvu, a tím zkrátit čas obrábění, budou ostré změny směru odstraněny vyhlazením pohybu nástroje.
Adaptivní obrábění
Adaptivní obrábění představuje inovativní hrubovací strategii, která nabízí výrazné zlepšení v porovnání s běžnými hrubovacími strategiemi. Strategie se vyhýbá řezům celou šířkou postupným ubíráním materiálu ze zbývajícího polotovaru. Vytvořená trajektorie pomocí stabilního zatížení nástroje zajistí, že podmínky řezání zůstanou konstantní. Ve výsledku lze výrazně zvýšit rychlost posuvu a zkrátit čas obrábění o 40 a více procent.
Obrábění 3+2
Všechny 2D a 3D strategie podporují obrábění 3+2 (pětiosé pozicování) otočením součásti nebo hlavy obráběcího nástroje pomocí kombinace pohybů os A, B nebo C. Vytvoření operace 3+2 je záležitostí výběru pracovní roviny operace – o zbytek se postará aplikace Inventor HSM. Po dokončení pozicování jsou všechny obráběcí strategie k dispozici a jsou chráněny proti podřezávání nástrojů nebo úchytů (v případě všech strategií, které to obvykle podporují).