Různé strategie obrábění často vytvářejí trajektorie nástrojů skládající se hlavně z lineárních pohybů pro primární trajektorii nástroje řezání. Pokud je povolena funkce Vyhlazení, pokusí se nahradit lineární pohyby oblouky (G2/G3) v rámci dané tolerance. Tato funkce slouží ke kompresi velikosti trajektorie nástroje, zvýšení kvality součásti a umožnění plynulejšího chodu strojů CNC. Je podporována u většiny 2D a 3D strategií. Vyhlazovací proces automaticky umístí oblouky ve všech rovinách, u kterých to má smysl pro vybranou strategii obrábění. Oblouky nepodporované řízením CNC jsou vždy linearizovány prostřednictvím postprocesoru.
Aktuálně jsou k dispozici jen dvě nastavení vyhlazení. Vyhlazení je možné povolit nebo zakázat a lze nastavit použitou toleranci. Ve výchozím nastavení je vyhlazení vždy vypnuto. Celková tolerance operace je při zapnutém filtru vyhlazení dána součtem tolerance obrábění a tolerance vyhlazení. Výchozí tolerance je odvozena ze strategie a tolerance obrábění. U dokončovacích operací je tolerance filtru obvykle v rozsahu 50 % až 200 % určené tolerance obrábění, přičemž hodnota 100 % pravděpodobně poskytne dobrý výsledek. U hrubovacích operací je tolerance filtru obvykle v rozsahu 5 % až 20 %, přičemž dobré výsledky by měla poskytovat hodnota 10 %.

Nastavení Vyhlazení na kartě Záběry
Obrázky níže zobrazují trajektorii nástroje s aktivovaným vyhlazením a bez něj pro rovnoběžnou a konturovou trajektorii nástroje. Černé tečky představují koncové body obloukových a lineárních pohybů v trajektorii nástroje.
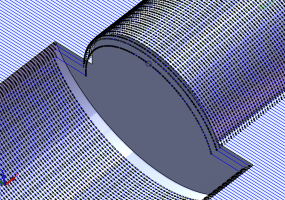
Rovnoběžná trajektorie bez filtru vyhlazení
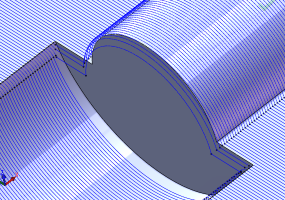
Rovnoběžná trajektorie s filtrem vyhlazení
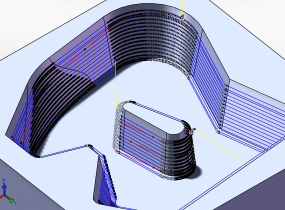
Kontura bez filtru vyhlazení
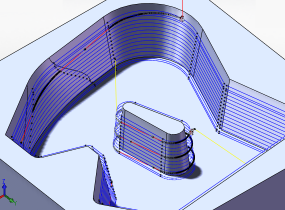
Kontura s filtrem vyhlazení