vrtání a vytváření děr
Aplikace Inventor HSM obsahuje výkonný nástroj Vrták pro vytváření operací vrtání, válcového zahloubení a závitování. Strategie Kruhové slouží k frézování válcových kapes a ostrůvků, zatímco operace Závit se používá k frézování závitů válcových kapes a ostrůvků. Operace Vrtat umožňuje frézově vrtat válcové kapsy a ostrůvky přímým výběrem válcových geometrií. Všechny operace jsou optimalizovány, aby minimalizovaly pohyb nástroje a celkovou dobu cyklu. Standardní i přizpůsobené cykly jsou podporovány u všech operací mezi dvěma body včetně navrtávání, hlubokého vrtání s lámáním třísek atd.
Konturování
V rámci strategie Konturování můžete snadno obrábět 2D a 3D kontury pomocí samostatných nájezdů a odjezdů s kompenzací nástroje nebo bez ní. Vyberte vícenásobné hrubovací a dokončovací záběry a řezy do více hloubek pro libovolnou konturu. Obrobte otevřené a uzavřené kontury bez vytvoření další geometrie a pomocí vyhlazení rohů odstraňte ostrý pohyb.
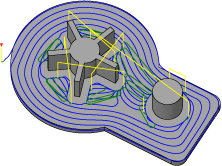
Kapsa
Trajektorie nástroje Kapsa slouží k obrobení uzavřených křivek s ostrůvky nebo bez nich. Trajektorie nástroje začíná ve středu kapsy a postupuje směrem ven. Vstup může být vybrán kdekoli v modelu a obsahuje možnosti pro zanoření, rampu nebo na předvrtané pozici. Speciální vysokorychlostní možnost vytváří hladkou trajektorii nástroje a umožňuje určit maximální záběr nástroje. V důsledku lze výrazně zvýšit rychlost posuvu, což vede ke kratší době obrábění a nižšímu opotřebení nástroje.
Obrábění plochy
Strategie Obrábění plochy je určena k rychlému obrobení plochy součásti, aby surový polotovar připravila na další obrábění. Lze ji obecně použít také k obrábění plochých oblastí.
Adaptivní obrábění
Strategie Adaptivní obrábění vytváří hrubovací nebo obráběcí trajektorii nástroje uvnitř uzavřených křivek s ostrůvky i bez nich. Strategie se vyhýbá řezům celou šířkou postupným ubíráním materiálu ze zbývajícího polotovaru. Vytvořená trajektorie pomocí stabilního zatížení nástroje zajistí, že podmínky řezání zůstanou konstantní. V důsledku lze výrazně zvýšit rychlost posuvu a zkrátit dobu obrábění o 40 % a více, což nabízí lepší kvalitu povrchu a menší opotřebení nástroje.