Parallel
Paralleles Schlichten ist eine der am häufigsten verwendeten Schlichtstrategien. Die Durchgänge verlaufen parallel in der XY-Ebene und folgen der Oberfläche in der Z-Richtung. Paralleles Schlichten eignet sich am besten für flache Bereiche und stechende Bearbeitung. Zur automatischen Erkennung flacher Bereiche kann die Bearbeitung auf einen maximalen Winkel zwischen der Werkzeugspitze und der Fläche begrenzt werden. Durch Auswahl der Option zum stechenden Fräsen kann die Durchbiegung des Werkzeugs bei der Bearbeitung komplexer Oberflächen minimiert werden.
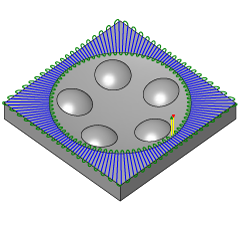
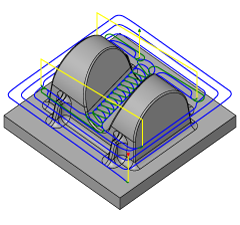
Kontur
Konturschlichten ist die beste Strategie für die Endbearbeitung steiler Wände, kann aber auch für das Vorschlichten und Schlichten von vertikalen Wänden eingesetzt werden. Wenn beispielsweise ein Neigungswinkel von 30 bis 90 Grad festgelegt wird, werden die steileren Bereiche bearbeitet, während die flacheren Bereiche bis 30 Grad übergangen werden, um mit besser geeigneten Strategien bearbeitet zu werden.
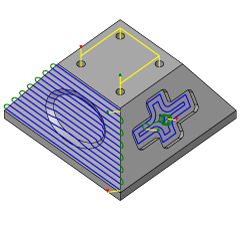
Horizontales Schlichten
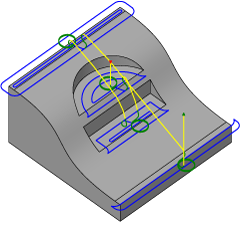
Die Strategie Horizontales Schlichten erkennt automatisch alle ebenen Bereiche des Bauteils und bearbeitet sie mit einem konturparallelen Werkzeugweg. Wenn der ebene Bereich oberhalb eines umgebenden Bereichs gelagert ist, verfährt das Werkzeug über die Planbereiche, um die Ränder zu säubern. Mit der optionalen maximalen Tiefenzustellung können horizontale Flächen in Etappen bearbeitet werden. Damit eignet sich diese Strategie für das Schruppen und Schlichten.
Hohlkehle
Die Strategie Hohlkehlenbearbeitung erzeugt Werkzeugwege entlang Innenecken und Rundungen mit kleinen Radien, wobei Material beseitigt wird, das keine andere Strategie erreichen kann. Ganz gleich, ob einzelne oder mehrfache Durchgänge verwendet werden, eignet sich die Strategie Hohlkehlenbearbeitung ideal zur Endbearbeitung nach anderen Schlichtstrategien.
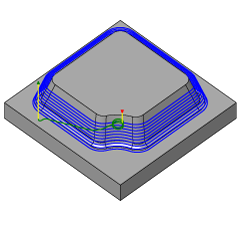
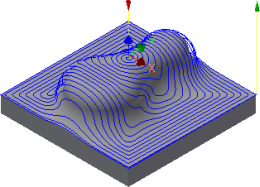
HSC-Kontur/Konstante Querzustellung
Die Strategie HSC-Kontur erzeugt Bahnen mit einem konstanten Abstand zueinander durch Versetzen der Bahnen entlang der Fläche nach innen. Die Werkzeugbahnen folgen schrägen und senkrechten Wänden um die Zustellung konstant zu halten. Obwohl die Strategie HSC-Kontur zum Schlichten ganzer Bauteile verwendet werden kann, wird sie meistens zum Restmaterialschlichten nach einer Kombination aus Konturbearbeitung und parallelem Schlichten eingesetzt. Wie bei den anderen Schlichtstrategien kann die Bearbeitung durch einen Kontaktwinkelbereich begrenzt werden.
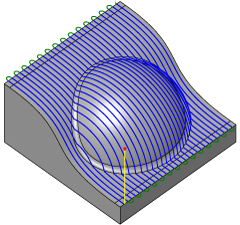
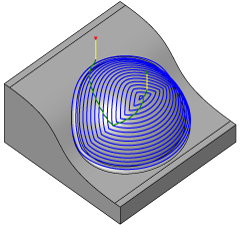
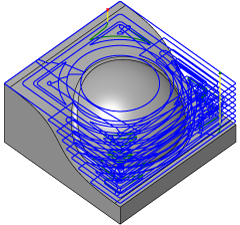
Spirale
Mit Spiralschlichten wird ein spiralförmiger Werkzeugweg um einen definierten Zentrumspunkt erzeugt und während der Bearbeitung innerhalb der vorgegebenen Geometrie ein konstanter Kontakt generiert. Diese Bearbeitungsmethode eignet sich ideal für runde, flache Bauteile, die Werkzeugkontaktwinkel bis 40 Grad verwenden. Die steileren Flächen können dabei in Verbindung mit der Konturbearbeitung gefertigt werden. Der Mittelpunkt des zu bearbeitenden Details wird automatisch erkannt oder kann vom Benutzer festgelegt werden. Diese Strategie kann auch mit Werkzeugkontaktwinkeln genutzt werden.
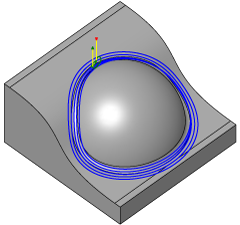
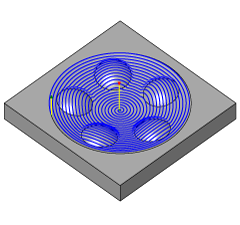
Leitkurven-Morph-Spirale
Die Strategie Leitkurven-Morph-Spirale entspricht weitgehend der Strategie Spirale. Bei einer Operation Leitkurven-Morph-Spirale orientiert sich die erzeugte Spirale jedoch an der ausgewählten Begrenzung und nicht wie bei der Operation Spirale an der Begrenzungskontur. Dies bedeutet, dass die Strategie Leitkurven-Morph-Spirale für zusätzliche Flächen genutzt werden kann, für die die Strategie Spirale nicht geeignet ist. Sie eignet sich auch hervorragend für die Bearbeitung von Freiform- bzw. organischen Oberflächen. Für diese Arten von Oberflächen wird zwar häufig die Strategie HSC-Kontur verwendet, aber sowohl die scharfen Ecken als auch die Verbindungsübergänge zwischen den erzeugten Durchgängen können zu sichtbaren Markierungen führen. Durch Vermeiden dieser Probleme bietet die Strategie Leitkurven-Morph-Spirale generell einen viel glatteren Werkzeugweg.
Radial
Wie die spiralförmige Bearbeitung beginnt auch die radiale Bearbeitung von einem Mittelpunkt aus, um radiale Bauteile zu bearbeiten. Darüber hinaus besteht die Möglichkeit, kurz vor dem Zentrum der radialen Durchgänge (wo diese sehr dicht werden) zu stoppen. Der Mittelpunkt des zu bearbeitenden Details wird automatisch erkannt oder kann vom Benutzer festgelegt werden. Diese Strategie kann auch mit Werkzeugkontaktwinkeln genutzt werden.
Tasche
3D-Taschenfräsen ist die Hauptschruppstrategie zur effektiven Beseitigung großer Materialmengen. Das Werkstück wird ebenenweise im Gleich- oder Gegenlauf abgearbeitet. Um ein direktes Eintauchen zu vermeiden, kann das Werkzeug über eine Helix oder eine Konturrampe in das Werkstück einfahren. Um eine hohe Vorschubrate beizubehalten und so die Bearbeitungszeit zu reduzieren, werden scharfe Richtungsänderungen vermieden, indem die Werkzeugbewegung geglättet wird.
3D Adaptive Clearing
3D Adaptive Clearing ist eine innovative Schruppstrategie, die erhebliche Verbesserungen gegenüber konventionellen Schruppstrategien bietet. Diese Strategie vermeidet Schnitte mit der gesamten Werkzeugbreite, indem zunehmend Material vom verbleibenden Rohteil abgetragen wird. Der erzeugte Werkzeugweg garantiert konstante Schnittbedingungen und eine stabile Werkzeuglast. Dadurch kann der Vorschub signifikant erhöht werden, wodurch sich die Bearbeitungszeit um 40 % oder mehr verkürzt.
3+2-Achsenbearbeitung
Alle 2D- und 3D-Strategien unterstützen die 3+2-Bearbeitung (5-Achsen-Positionierung) durch Rotieren des Bauteils oder des Bearbeitungskopfs der Maschine mittels einer Kombination aus Bewegungen entlang der A-, B- oder C-Achse. Zum Erstellen von 3+2-Operationen muss nur eine Bearbeitungsebene für die Operation ausgewählt werden – den Rest erledigt Inventor HSM. Einmal in Position gebracht, sind alle Bearbeitungsstrategien verfügbar. Werkzeuge und Halter sind kollisionsgeschützt, sofern die Strategien dies unterstützen.