|
Zugriff: |
Multifunktionsleiste:
Registerkarte CAM  Gruppe Drehen
Einzelnut
Gruppe Drehen
Einzelnut

|
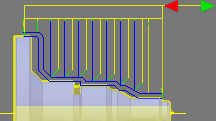
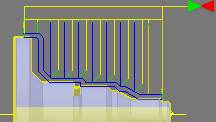
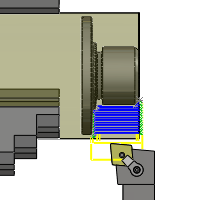
Die Strategie Einzelnut dient zum Nuten an ausgewählten Positionen. Sie kann z. B. verwendet werden, um vor dem Gewindeschneiden an der Rückseite eine Nut anzubringen.
 Einstellungen auf der Registerkarte Werkzeug + Informationen
Einstellungen auf der Registerkarte Werkzeug + Informationen
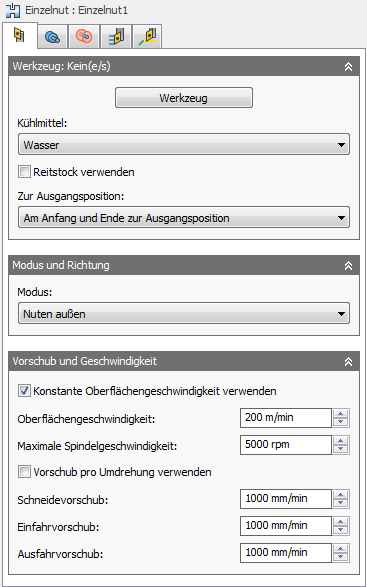
Kühlmittel:
Der mit dem Werkzeug verwendete Kühlmitteltyp
Reitstock verwenden
Ein Reitstock wird verwendet, um die Längsdrehachse des zu bearbeitenden Werkstücks zu unterstützen. Dies ist besonders dann sinnvoll, wenn das Werkstück relativ lang und dünn ist. Ohne den Reitstock kann sich das Werkstück beim Schneiden übermäßig biegen und "rattern".
Damit diese Option wirksam wird, benötigt Ihre Maschine einen programmierbaren Reitstock, und Ihr Postprozessor muss so konfiguriert werden, dass der für Ihre Maschine erforderliche Code geschrieben wird.
Nach der Konfiguration wird zu Beginn der Operation normalerweise M21 (Reitstock vorwärts) und am Ende M22 (Reitstock rückwärts) angezeigt, wenn diese Option aktiviert ist.
Zur Ausgangsposition:
Die Ausgangsposition ist ein bekannter Z-Wert relativ zum WKS und wird innerhalb des Abschnitts Arbeitskoordinatensystem (WKS) auf der Registerkarte Setup des Dialogfelds Setup-Strategie definiert.
Sie können das Werkzeug zwingen, vor Beginn der Operation oder sobald die Operation abgeschlossen ist zur Ausgangsposition zu gehen. Das Werkzeug wird immer aus dem Rohteil auf der X-Achse herausgezogen, bis es den Sicherheitsabstand erreicht hat. Anschließend wird es in die Ausgangsposition der Z-Achse bewegt.
-
Nicht zur Ausgangsposition
Nicht zur Ausgangsposition
-
Am Anfang zur Ausgangsposition
Am Anfang zur Ausgangsposition
-
Am Ende zur Ausgangsposition
Am Ende zur Ausgangsposition
-
Am Anfang und Ende zur Ausgangsposition
Am Anfang und Ende zur Ausgangsposition
Modus:
Je nach Drehstrategie (Profil oder Nut) legt diese Einstellung fest, ob das Werkzeug das Rohteil axial oder radial bearbeitet und in welcher Richtung es angenähert bzw. zurückgezogen wird.
- Nuten außen - Das Werkzeug wird von außen angenähert bzw. nach außen zurückgezogen und bearbeitet das Rohteil axial.
- Nuten innen - Das Werkzeug wird von der Mittellinie angenähert bzw. in Richtung der Mittellinie zurückgezogen und bearbeitet das Rohteil radial.
Konstante Oberflächengeschwindigkeit verwenden
Aktivieren Sie diese Option, um die Spindelgeschwindigkeit automatisch anzupassen, sodass die Oberflächengeschwindigkeit zwischen dem Werkzeug und dem Werkstück beim Ändern des Schneidedurchmessers konstant bleibt. Konstante Oberflächengeschwindigkeit wird auf den meisten Maschinen mit G96 angegeben.
Spindeldrehzahl:
Die Drehzahl der Spindel
Schnittgeschwindigkeit:
Die Spindeldrehzahl, ausgedrückt als die Oberflächengeschwindigkeit des Werkzeugs
Maximale Spindelgeschwindigkeit:
Gibt die maximal zulässige Spindelgeschwindigkeit bei Verwendung einer konstanten Oberflächengeschwindigkeit an.
Vorschub pro Umdrehung verwenden
Aktivieren Sie diese Option, um den Vorschub automatisch an die Spindeldrehzahl anzupassen, sodass die Spangeschwindigkeit konstant bleibt.
Schneidenvorschub:
Der bei Schnittbewegungen verwendete Vorschub
Einfahrvorschub:
Der bei der Einfahrt in eine Schnittbewegung verwendete Vorschub
Ausfahrvorschub:
Der bei der Ausfahrt aus einer Schnittbewegung verwendete Vorschub
 Einstellungen auf der Registerkarte Geometrie
Einstellungen auf der Registerkarte Geometrie
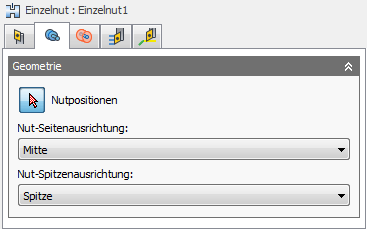
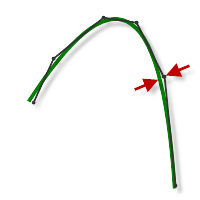
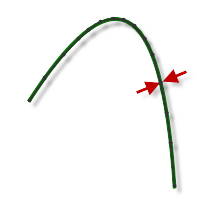
Nut-Seitenausrichtung:
- Rückseite - Versetzt das Werkzeug in negativer Z-Richtung gegenüber der ausgewählten Nutgeometrie (zur Rückseite des Rohteils).
- Mitte - Zentriert das Werkzeug auf der ausgewählten Nutgeometrie.
- Vorderseite - Versetzt das Werkzeug in positiver Z-Richtung gegenüber der ausgewählten Nutgeometrie (zur Vorderseite des Rohteils).
Nut-Spitzenausrichtung:
-
Durchtrennen - Die Werkzeugspitze ragt in negativer radialer Richtung (Nuten außen) bzw. in positiver radialer Richtung (Nuten innen) über den ausgewählten radialen Abstand hinaus.
Wichtig: Die Auswahl zwischen Nuten innen und Nuten außen erfolgt auf der Registerkarte Werkzeug - nicht auf der Registerkarte Geometrie.
- Spitze: Die Werkzeugspitze stoppt beim ausgewählten radialen Abstand.
 Einstellungen auf der Registerkarte Radien
Einstellungen auf der Registerkarte Radien
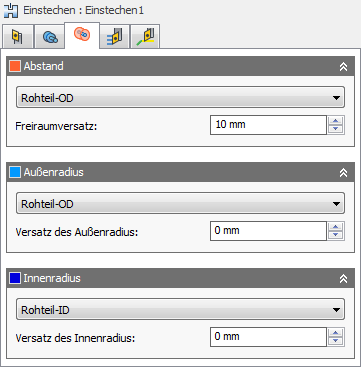
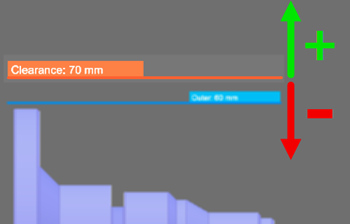
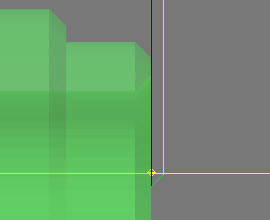
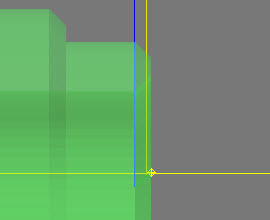
Freimachung
Legen Sie diese Höhe fest, um den Radius zu steuern, bei dem das Werkzeug den Werkzeugweg beginnt und beendet. Das Werkzeug wird dem Rohteil mit diesem radialen Freiraumversatz von der Innenseite des Rohteils entlang der Z-Achse (Spindelachse) angenähert bzw. von diesem zurückgezogen. Der auf der orangefarbenen Registerkarte angezeigte Wert ist der aktuelle Radius relativ zur Setup-Achse.
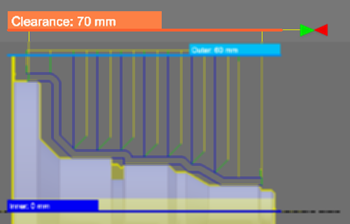
Äußerer Abstand - Radius
- Rohteil-OD - Legt den Abstandsradius entsprechend den radialen Enden des Rohteils gemäß Definition im Setup fest.
- Modell-OD - Legt den Abstandsradius entsprechend den äußeren radialen Enden des Modells gemäß Definition im Setup fest.
- Außenradius - Wenn Sie diese Option wählen, können Sie den Abstandsradius vom Außenradius versetzen. Der Abstandsradius muss jedoch größer sein als der Außenradius. Deshalb muss im Feld Freiraumversatz ein positiver Wert eingegeben werden.
- Innenradius - Bei Verwendung dieser Option in Kombination mit dem Wert für Freiraumversatz können Sie den Abstandsradius von der innersten Position, wo die Werkzeugwege generiert werden, steuern. Dies ist eine nützliche Methode, um in bestimmten Szenarien die Werkzeugwegtiefe einzugrenzen. Stellen Sie sicher, dass mithilfe des Abstandsradius das gesamte verbleibende Rohteil vom Werkzeug abgetragen wird. Dies kann durch Ausführen einer Rohteilsimulation verifiziert werden.
- Modell-ID - Bei Verwendung dieser Option in Kombination mit dem Wert für Freiraumversatz können Sie den Abstandsradius vom kleinsten Durchmesser des definierten Rohteils steuern. Stellen Sie sicher, dass mithilfe des Abstandsradius das gesamte verbleibende Rohteil vom Werkzeug abgetragen wird. Dies kann durch Ausführen einer Rohteilsimulation verifiziert werden.
- Rohteil-ID - Bei Verwendung dieser Option in Kombination mit dem Wert für Freiraumversatz können Sie den Abstandsradius vom kleinsten Durchmesser des definierten Rohteils steuern. Stellen Sie sicher, dass mithilfe des Abstandsradius das gesamte verbleibende Rohteil vom Werkzeug abgetragen wird. Dies kann durch Ausführen einer Rohteilsimulation verifiziert werden.
- Auswahl - Wählen Sie eine beliebige Fläche, einen beliebigen Scheitelpunkt oder Punkt im Modell aus, um den Abstandsradius zu definieren.
- Radius - Mit dieser Option können Sie einen Radiuswert im Feld Freiraumversatz eingeben.
- Durchmesser - Mit dieser Option können Sie einen Durchmesserwert im Feld Freiraumversatz eingeben.
Freiraumversatz:
Gibt den Wert für den Freiraumversatz an.
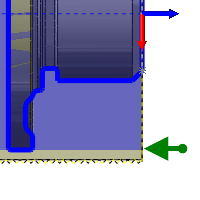
Äußerer Abstand - Versatz
Außenradius
Definiert die radiale Begrenzung durch Einschränken des äußeren radialen Bereichs des Werkzeugwegs. Wählen Sie eine der folgenden Optionen:
Außenradius
- Rohteil-OD
- Modell-OD
- Innere Begrenzung
- Modell-ID
- Rohteil-ID
- Auswahl
- Radius
- Durchmesser
Versatz des Außenradius:
Gibt den Wert für den Versatz des Außenradius an.
Innenradius
Definiert die radiale Begrenzung durch Einschränken des inneren radialen Bereichs des Werkzeugwegs. Wählen Sie eine der folgenden Optionen:
Innenradius
- Rohteil-OD
- Modell-OD
- Äußere Begrenzung
- Modell-ID
- Rohteil-ID
- Auswahl
- Radius
- Durchmesser
Versatz des Innenradius:
Gibt den Wert für den Versatz des Innenradius an.
 Einstellungen auf der Registerkarte Strategieeinstellungen
Einstellungen auf der Registerkarte Strategieeinstellungen
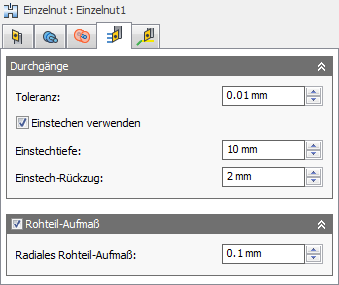
Toleranz:
Die Bearbeitungstoleranz ist die Summe der für die Neuberechnung der Werkzeugwege und für die Geometrietriangulation verwendeten Toleranzen. Eventuelle zusätzliche Filtertoleranzen müssen zu dieser Toleranz hinzugefügt werden, um die Gesamttoleranz zu erhalten.
Hohe Toleranz 0,100
Niedrige Toleranz 0,001
Die Konturbewegung der CNC-Maschine wird über den Linienbefehl G1 und die Bogenbefehle G2 und G3 gesteuert. Hierfür gleicht CAM die Spline- und Flächen-Werkzeugwege durch Linearisieren an, wobei viele kurze Liniensegmente erstellt werden, um sich der gewünschten Form anzunähern. Wie genau der Werkzeugweg der gewünschten Form entspricht, hängt weitgehend von der Anzahl der verwendeten Linien ab. Je mehr Linien, desto enger nähert sich der Werkzeugweg der Nennform des Splines oder der Fläche an.
Data Starving
Es ist verlockend, immer sehr enge Toleranzen zu verwenden, aber dies muss gegen gewisse Aspekte abgewogen werden, wie z. B. längere Zeiten für die Werkzeugwegberechnung, große G-Code-Dateien und sehr kurze Linearbewegungen. Die ersten beiden Aspekte stellen kein großes Problem dar, da Inventor HSM Berechnungen sehr schnell durchführt und die meisten modernen Steuerungen über mindestens 1 MB RAM verfügen. Die kurzen Linearbewegungen können jedoch in Verbindung mit hohen Vorschubgeschwindigkeiten zu einem Phänomen führen, das als Data Starving bekannt ist.
Data Starving tritt auf, wenn die Steuerung so stark mit Daten überflutet wird, dass sie die Verarbeitung nicht bewältigen kann. CNC-Steuerungen können nur eine begrenzte Anzahl von Codezeilen (Blöcken) pro Sekunde verarbeiten. Die Bandbreite reicht von gerade einmal 40 Blöcken/Sekunde auf älteren Maschinen bis zu 1.000 Blöcken/Sekunde und mehr auf neueren Maschinen wie der Haas Automation-Steuerung. Kurze Linearbewegungen und hohe Vorschubgeschwindigkeiten können die Verarbeitungsrate derart erhöhen, dass die Steuerung überfordert ist. Wenn dies geschieht, muss die Maschine nach jeder Bewegung anhalten und auf den nächsten Servobefehl von der Steuerung warten.
Einstechen verwenden
Aktivieren Sie diese Option, um die Einstechen-Optionen zu nutzen.
Zustell-/Einstechtiefe:
Gibt die Einstechtiefe an.
Einstech-Rückzug:
Gibt den Einstech-Rückzugsbetrag an.
Aufmaß
Positiv
Positives Aufmaß - Der nach einer Operation verbleibende Betrag des Rohteils, der mittels nachfolgender Schrupp- oder Schlichtoperationen zu entfernen ist. Bei Schruppoperationen bleibt vorgabemäßig ein geringer Materialbetrag zurück.
Keine
Kein Aufmaß - Sämtliches überschüssiges Material wird bis zur ausgewählten Geometrie entfernt.
Negativ
Negatives Aufmaß - Material wird über die Bauteilfläche oder -begrenzung hinaus entfernt.
Radiales (oberes) Aufmaß
Der Parameter Radiales Rohteil-Aufmaß steuert den Betrag des in der radialen Richtung (lotrecht zur Werkzeugachse), also an der Seite des Werkzeugs, zu belassenden Materials.
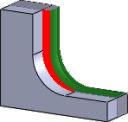
Radiales Rohteil-Aufmaß
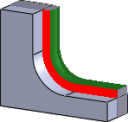
Radiales und axiales Aufmaß
Die Angabe eines positiven radialen Rohteil-Aufmaßes führt dazu, dass Material an den vertikalen Wänden und steilen Bereichen des Bauteils zurückbleibt.
Bei nicht exakt vertikalen Flächen interpoliert Inventor HSM zwischen den Werten für axiales (unteres) und radiales Rohteil-Aufmaß, sodass das in radialer Richtung auf diesen Flächen verbleibende Rohteilmaterial je nach Flächenneigungswinkel und Wert für axiales Rohteil-Aufmaß vom angegebenen Wert abweichen könnte.
Bei einer Änderung des radialen Rohteil-Aufmaßes wird das axiale Rohteil-Aufmaß automatisch auf denselben Betrag festgelegt, sofern Sie das axiale Rohteil-Aufmaß nicht manuell eingeben.
Bei Schlichtoperationen ist der Vorgabewert 0 mm/0 Zoll, d. h., es bleibt kein Material zurück.
Bei Schruppoperationen bleibt vorgabemäßig ein geringer Materialbetrag zurück, der später durch eine oder mehrere Schlichtoperationen entfernt werden kann.
Negatives Aufmaß
Bei Verwendung eines negativen Aufmaßes wird bei der Bearbeitung mehr Material vom Rohteil entfernt als Ihre Modellform aufweist. Dies kann zum Bearbeiten von Elektroden mit einer Funkenstrecke verwendet werden, wobei die Funkenstrecke dem negativen axialen Aufmaß entspricht.
Sowohl das radiale als auch das axiale Aufmaß kann einen negativen Wert haben. Das negative radiale Aufmaß muss jedoch kleiner sein als der Werkzeugradius.
Bei Verwendung eines Kugel- oder Radienfräsers mit negativem radialem Aufmaß, das größer ist als der Eckradius, muss das negative axiale Aufmaß kleiner oder gleich dem Eckradius sein.
 Einstellungen auf der Registerkarte Verbindungen und Anfahr-Wegfahrbewegungen
Einstellungen auf der Registerkarte Verbindungen und Anfahr-Wegfahrbewegungen
Rückzugsart:
Steuert, wie das Werkzeug nach jedem Schnittdurchgang auf den Abstandsdurchmesser zurückgezogen wird, oder ob es nur ein kurzes Stück vom Werkstück zurückgezogen wird. Der Abstand wird durch den Wert für Sicherheitsabstand bestimmt.
-
Voller Rückzug - Das Werkzeug wird am Ende des Durchgangs vollständig bis zur Rückzugshöhe zurückgezogen, bevor es über den Startpunkt des nächsten Durchgangs bewegt wird.
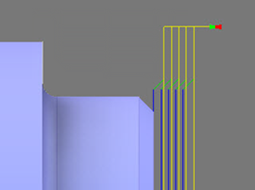
Voller Rückzug
-
Minimaler Rückzug - Das Werkzeug wird gerade nach oben auf die niedrigste freie Höhe (zuzüglich eines eventuell angegebenen Sicherheitsabstands) über dem Werkstück bewegt.
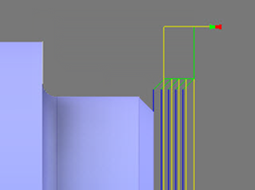
Minimaler Rückzug
Schnellvorschub-Einstellungen:
Gibt an, wann Eilgang-Bewegungen als echte Eilgang-Bewegungen (G0) und wann als Schnellvorschub-Bewegungen (G1) ausgegeben werden sollen.
- G0-Bewegungen in allen drei Achsen - Alle Eilgang-Bewegungen bleiben erhalten.
- G0-Bewegungen axial und radial - Eilgang-Bewegungen, die nur horizontal (radial) oder vertikal (axial) verlaufen, werden als echte Eilgang-Bewegungen ausgegeben.
- G0-Bewegungen nur axial - Nur Eilgang-Bewegungen, die vertikal verlaufen, werden ausgegeben.
- G0-Bewegungen nur radial - Nur Eilgang-Bewegungen, die horizontal verlaufen, werden ausgegeben.
- G0-Bewegung in einer Achse - Nur Eilgang-Bewegungen, die in einer Achse (X, Y oder Z) verlaufen, werden ausgegeben.
- Schnellvorschub immer benutzen - Eilgang-Bewegungen werden als G1-Bewegungen (Schnellvorschub-Bewegungen) statt als G0-Bewegungen (Eilgang-Bewegungen) ausgegeben.
Dieser Parameter wird gewöhnlich festgelegt, um Kollisionen bei Eilgängen auf Maschinen zu vermeiden, die Führungsverlängerungsbewegungen im Eilgang durchführen.
Schnellvorschub:
Der zu verwendende Vorschub für als G1 statt als G0 ausgegebene Eilgang-Bewegungen