Anschnitte können über verschiedene Konfigurationen verfügen, werden aber gemeinhin in manuell und automatisch entfernte Anschnitte unterteilt, je nachdem, wie der Anschnitt entfernt wird. Besondere Funktionen werden bei automatisch entfernten Anschnitten integriert, sodass die Anschnitte abgetrennt oder abgeschert werden, wenn sich das Werkzeug öffnet und die Formteile ausgeworfen werden.
Automatisch entfernte Anschnitte werden verwendet, um zu vermeiden, dass der Anschnitt in einem zweiten Arbeitsschritt entfernt werden muss, und um Ansätze zu minimieren.
- Heißkanalanschnitt
- Punktanschnitt
- Tunnel- oder Abscheranschnitt
- Kaskadenanschnitt
- Heißkanalanschnitt
-
Ein Heißkanalanschnitt, wie im folgenden Diagramm abgebildet, wird im Allgemeinen verwendet, um heißes Material durch beheizte Angusskanäle direkt in die Kavität zu führen und somit angusslose Formteile zu erzeugen.
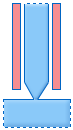
Der Anschnitt bzw. die Anschnittspitze kommen in ganz unterschiedlichen Ausprägungen von komplett rund bis ringförmig vor. Die Geometrie und die Größe der Anschnittspitze bestimmen die Art und Weise der Erstarrung des Anschnitts und der Formung des Ansatzes.
- Punktanschnitt
-
Der Punktanschnitt wird für Drei-Platten-Werkzeuge eingesetzt, bei denen das Angusskanalsystem in einer zweiten und die Formteilkavität in der ersten Trennfuge liegt. Wie im nachstehenden Diagramm abgebildet, verlaufen Angusskanäle mit umgekehrten Entformungsschrägen durch die mittlere (dritte) Platte, parallel zur Richtung der Werkzeugöffnung.

Beim Öffnen der Trennfuge der Werkzeugkavität wird der Punktanschnitt mit kleinem Durchmesser vom Formteil abgerissen. Eine zweite Öffnung der Angusskanaltrennfuge wirft die Angusskanäle aus. Alternativ öffnet sich die Angusskanaltrennfuge zuerst. Ein zusätzliches Auswurfsystem für die obere Hälfte entfernt die Angusskanäle von den umgekehrt konischen Verbindungskanälen, wodurch die Angusskanäle von den Formteilen abgerissen werden.
Abmessungen:
Typische Anschnittgrößen liegen zwischen 0,2 und 1,5 mm im Durchmesser. Das Design ist besonders nützlich, wenn mehrere Anschnitte pro Formteil erforderlich sind, um eine symmetrische Befüllung sicherzustellen, oder wenn lange Fließwege verkürzt werden müssen, um zu gewährleisten, dass alle Bereiche des Formteils Nachdruck erhalten.
- Tunnel- oder Abscheranschnitt
-
Ein Tunnelschnitt wird bei Zwei-Platten-Werkzeugen eingesetzt. Ein abgewinkelter, spitz zulaufender Tunnel wird zwischen dem Ende des Angusskanals und der Kavität hergestellt, genau unter der Trennfuge.
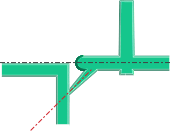
Wenn die Formteile und Angusskanäle ausgeworfen werden, schert der Anschnitt am Formteil ab.
Wenn ein Stift mit einem großen Durchmesser an einem nicht genutzten Bereich des Formteils angebracht wird, kann der Tunnelanschnitt im Stift hergestellt werden, sodass keine vertikale Fläche für den Anschnitt erforderlich ist. Wenn sich der Stift auf einer verdeckt liegenden Fläche befindet, muss er nicht entfernt werden.
Mehrere Tunnelanschnitte in die Innenwände von zylindrischen Formteilen können den Membrananschnitt ersetzen und ein automatisches Entfernen der Anschnitte ermöglichen. Die Radialschlageigenschaften sind nicht so gut wie die eines Membranschnitts, aber oftmals annehmbar.
Abmessungen:
Der typische Öffnungsdurchmesser des Anschnittes beträgt 30 % bis 75 % der Wandstärke des Formteils. Der Anschnitt läuft mindestens um 10 Grad pro Seite spitz zu, um ein korrektes Auswerfen zu gewährleisten. Üblicherweise lässt man den Anschnitt auf den Durchmesser des Angusskanals spitz zulaufen.
- Kaskadenanschnitt
-
Beim Kaskadenanschnitt wird der Heißkanalanguss um einen Reglerstift ergänzt. Wie im folgenden Diagramm abgebildet, verfügen Kaskadenanschnitte über größere Anschnittdurchmesser und können nach Bedarf geöffnet oder geschlossen werden. Dadurch wird der Ansatz geglättet.
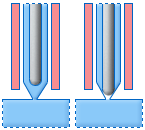
Da die Nachdruckphase durch die Verschlussnadel gesteuert wird, ist eine bessere Steuerung der Nachdruckphase mit einer konstanteren Qualität möglich.