Stock to leave is the amount of material that must remain on the part after machining. Note that more stock might remain on the part due to many other settings. Several examples might be where the tool used does not fit in some pockets, or ramping settings prevent the tool from going into pockets.
The Stock to Leave group on the Passes tab. Setting the Radial stock to leave value automatically sets Axial stock to leave to the same value.
The Radial stock to leave is the amount to leave perpendicular to the tool axis, ie. on the walls of the part. By default, the radial stock to leave follows the set axial stock to leave.
The Axial stock to leave is the amount to leave along the tool axis, ie. on the floors of the part.
Both radial and axial stock to leave can be set to negative numbers, in which case the machining operation removes extra material from the part (i.e. the tool machines the negative amount into the part). This is normally used for machining electrodes to be used for Electric Discharge Machining (EDM). The spark gap corresponds to the negative stock to leave.
When using negative stock to leave, the amount cannot exceed the corner radius of the tool (for rounded tools), or the tool radius (for flat end tools).
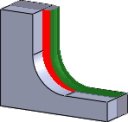
Only radial stock to leave
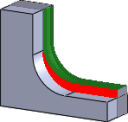
Only axial stock to leave
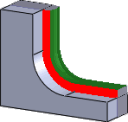
Equal axial and radial stock to leave