|
Mode d'accès : |
Ruban :
onglet FAO
 groupe de fonctions Perçage
Perçage
groupe de fonctions Perçage
Perçage

|
Une opération Perçage donne accès à un éventail complet d'opérations de perçage et de taraudage. Ces opérations sont notamment les suivantes :
- Perçage : perçage de style G81 avec sortie rapide.
- Alésage : perçage de style G82 avec temporisation au fond et sortie rapide.
- Brise-copeaux : brise-copeaux avec débourrage et rétraction partielle entre les picotins.
- Perçage débourrage : perçage débourrage avec débourrage et rétraction complète entre les picotins.
- Perçage profond guidé (CYCL241) : perçage débourrage qui produit un perçage circulaire avec un diamètre de précision. Très utile pour les perçages profonds et droits dans une grande variété de matières.
- Taraudage : taraudage (G84/G74). Vitesse de broche et avance synchrones.
- Taraudage avec brise-copeaux : taraudage avec brise-copeaux.
- Alésage : alésage (style G85) avec alésoir.
- Alésage : alésage avec temporisation au fond et alésoir.
- Alésage d'arrêt : alésage (style G86) avec arrêt de la broche au fond et sortie rapide.
- Alésage fin : alésage fin avec éloignement du côté du perçage.
- Alésage (G87) : alésage à partir de l'arrière.
- Fraisage de poche circulaire : fraisage de poche circulaire.
- Alésage à la fraise : alésage à la fraise.
- Filetage à la fraise : filetage à la fraise.
- Palpage : utilisée pour mesurer une fonction sur la pièce à l'aide d'un outil de contrôle ou pour utiliser les macros de la machine pour définir le repère. Nécessite une manipulation particulière dans les post-processeurs selon la machine.
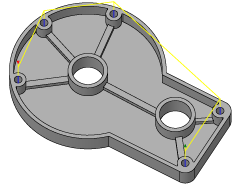
La géométrie d'origine pour ces cycles peut être sélectionnée directement à partir des fonctions de la géométrie de la pièce et, conformément aux autres opérations 2D, la géométrie d'origine peut également être sélectionnée à partir d'une esquisse (par exemple, points de centre des arcs).
Lorsque vous travaillez avec des modèles solides, la méthode la plus simple pour utiliser la fonction de perçage est de sélectionner les faces cylindriques des trous à percer directement. Ceci définit automatiquement la hauteur et la profondeur de brut appropriées pour chaque perçage et permet d'avoir des perçages dans différents plans et de différentes profondeurs en une seule fonction de perçage. Notez également que, lorsque vous percez à partir de faces cylindriques, l'option Sélectionner diamètre identique est disponible. Elle permet une sélection simple et automatique de nombreux perçages identiques.
 Paramètres de l'onglet Outil
Paramètres de l'onglet Outil
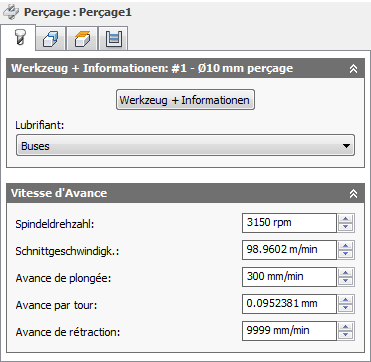
Lubrifiant
Type de lubrifiant employé avec l'outil.
Vitesse de broche
Vitesse de rotation de la broche.
Vitesse de surface
Vitesse de la broche exprimée en tant que vitesse de l'outil sur la surface.
Avance de plongée
Avance utilisée lors de la plongée dans le brut.
Avance par tour
Avance de plongée exprimée en tant qu'avance par tour.
Avance de rétraction :
Avance utilisée lors de la rétraction sans utilisation de mouvements rapides (G0).
 Paramètres de l'onglet Géométrie
Paramètres de l'onglet Géométrie
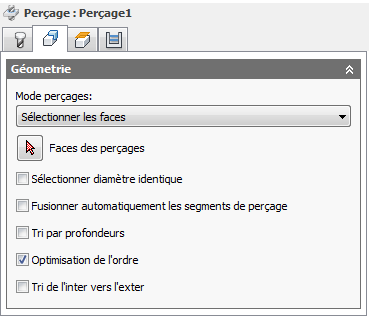
Sélectionner diamètre identique
Cochez cette option pour sélectionner automatiquement tous les perçages ayant le même diamètre que le perçage actif dans la zone de sélection.
Exemple : pour percer un seul trou de 6 mm/1/4" et tous les trous de 12 mm/1/2", sélectionnez d'abord le trou de 6 mm/1/4", puis sélectionnez l'un des trous de 12 mm/1/2". Ensuite, cochez l'option Sélectionner diamètre identique.
L'utilisation de cette option est associée au modèle. Si des perçages de même diamètre sont ajoutés ultérieurement, la régénération de l'opération inclut automatiquement les perçages ajoutés dans le cycle de perçage.
Fusionner automatiquement les segments de perçage
Lorsque vous percez un trou avec plusieurs segments, activez cette option pour les segments adjacents automatiquement inclus.
Tri par profondeurs
Indique que les perçages doivent être triés par niveau Z croissant ou décroissant.
Optimisation de l'ordre
Indique que les perçages doivent être triés de sorte que la distance d'usinage soit minimisée.
Tri de l'inter vers l'exter
Activez cette option pour réorganiser les perçages classés dans l'ordre par défaut selon un ordre entraînant l'usinage des perçages internes en premier, puis des perçages externes.
 Paramètres de l'onglet Hauteurs
Paramètres de l'onglet Hauteurs
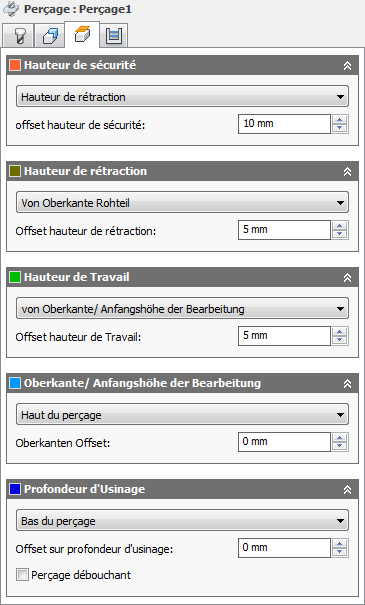
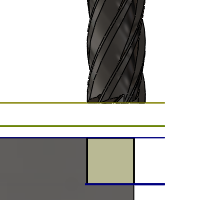
Hauteur de sécurité
La hauteur de sécurité correspond à la première hauteur que l'outil atteint sur son chemin en direction du début de la trajectoire d'outil.
Hauteur de sécurité
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur du haut.
- Profondeur d'usinage : décalage incrémentiel par rapport à la profondeur d'usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Haut du perçage : décalage incrémentiel par rapport au haut du perçage.
- Bas du perçage : décalage incrémentiel par rapport au bas du perçage.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Offset hauteur de sécurité
Le paramètre Offset hauteur de sécurité est appliqué. Il est défini par rapport à la sélection du mode Hauteur de sécurité dans la liste déroulante précédente.
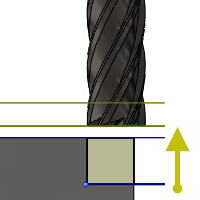
Hauteur de rétraction
Le mode Hauteur de rétraction spécifie la hauteur qu'atteint l'outil avant la passe de coupe suivante. Il doit être défini sur une valeur supérieure à celle des paramètres Hauteur de travail et Haut. Ce mode s'utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur de rétraction
- Hauteur de sécurité : décalage incrémentiel par rapport à la hauteur de sécurité.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur du haut.
- Profondeur d'usinage : décalage incrémentiel par rapport à la profondeur d'usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Haut du perçage : décalage incrémentiel par rapport au haut du perçage.
- Bas du perçage : décalage incrémentiel par rapport au bas du perçage.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Offset hauteur de rétraction
Le paramètre Offset hauteur de rétraction est appliqué. Il est défini par rapport à la sélection du mode Hauteur de rétraction dans la liste déroulante précédente.
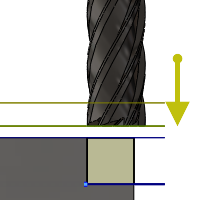
Hauteur de Travail
Le mode Hauteur de travail définit la hauteur jusqu'à laquelle l'outil accélère avant de passer à la vitesse d'avance/de plongée pour pénétrer la pièce. Le mode Hauteur de travail doit être supérieur au haut. Une opération de perçage utilise cette hauteur comme hauteur de travail initiale et hauteur de rétraction entre les picotins. Le mode Hauteur de travail est utilisé conjointement avec le décalage suivant pour définir la hauteur.
Hauteur de Travail
- Hauteur de sécurité : décalage incrémentiel par rapport à la hauteur de sécurité.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Désactivé : la désactivation de l'option Hauteur de Travail pousse l'outil à accélérer jusqu'à l'entrée.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur du haut.
- Profondeur d'usinage : décalage incrémentiel par rapport à la profondeur d'usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Haut du perçage : décalage incrémentiel par rapport au haut du perçage.
- Bas du perçage : décalage incrémentiel par rapport au bas du perçage.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Offset hauteur de Travail :
Le décalage de la hauteur de travail est appliqué et dépend de la sélection du mode Hauteur de travail dans la liste déroulante ci-dessus.
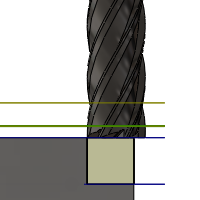
Hauteur de la partie supérieure
Le mode Hauteur de la partie supérieure définit la hauteur qui décrit le haut de la coupe. Il doit être défini sur une valeur supérieure à celle du paramètre Profondeur d'usinage. Ce mode s'utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur de la partie supérieure
- Hauteur de sécurité : décalage incrémentiel par rapport à la hauteur de sécurité.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Profondeur d'usinage : décalage incrémentiel par rapport à la profondeur d'usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Haut du perçage : décalage incrémentiel par rapport au haut du perçage.
- Bas du perçage : décalage incrémentiel par rapport au bas du perçage.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Décalage supérieur
Le paramètre Décalage supérieur est appliqué. Il est défini par rapport à la sélection du mode Hauteur de la partie supérieure dans la liste déroulante précédente.
Profondeur d'usinage
Le mode Profondeur d'usinage détermine les valeurs finales de hauteur et de profondeur d'usinage, ainsi que la profondeur maximale atteinte par l'outil dans le brut. Il doit être défini sur une valeur inférieure à celle du paramètre Haut. Ce mode s'utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Profondeur d'Usinage
- Hauteur de sécurité : décalage incrémentiel par rapport à la hauteur de sécurité.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur du haut.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Haut du perçage : décalage incrémentiel par rapport au haut du perçage.
- Bas du perçage : décalage incrémentiel par rapport au bas du perçage.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
- Jusqu'à la largeur de chanfrein : permet à l'outil de percer suffisamment pour que la largeur du chanfrein corresponde au paramètre de saisie. Le paramètre de saisie ne doit pas dépasser la largeur du chanfrein de l'outil. Le décalage de hauteur calculé dépend des paramètres de l'outil (diamètre, diamètre de bout et angle de bout) et du diamètre du perçage. Les sélections autorisées incluent des faces cylindriques, des cercles ou des arcs.
- Jusqu'au diamètre de chanfrein : le diamètre du nouveau perçage est égal au paramètre de saisie. Par conséquent, le paramètre de saisie ne doit pas dépasser le diamètre de l'outil. Le décalage de hauteur calculé dépend des paramètres de l'outil, et pas de la sélection du perçage. Les sélections autorisées incluent des faces cylindriques, des cercles ou des arcs.
Offset sur profondeur d'usinage
Le paramètre Offset sur profondeur d'usinage est appliqué. Il est défini par rapport à la sélection du mode Profondeur d'usinage dans la liste déroulante précédente.
Perçage débouchant
Activez cette option pour procéder au perçage, avec le bout de l'outil, jusqu'au fond.
profondeur de perçage :
Indique la distance sur laquelle l'outil perce au-delà du fond du trou pour garantir une ouverture complète.
 Paramètres de l'onglet Cycle
Paramètres de l'onglet Cycle
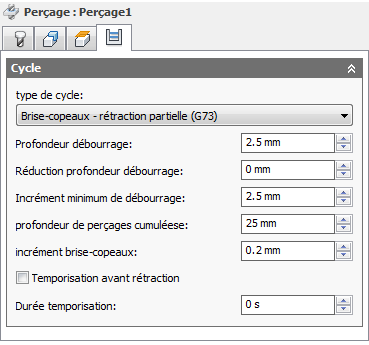
Type de cycle :
Le type de cycle est le type de cycle de perçage. Inventor HSM Express fournit un certain nombre de cycles de perçage prédéfinis.
La sélection d'un cycle de perçage détermine les paramètres qui peuvent être spécifiés pour l'opération de perçage.
-
Perçage (G81)
Perçage régulier recommandé pour les trous de perçage de profondeur trois fois inférieure au diamètre de l'outil.
-
Alésage - sortie en avance rapide (G82)
Agrandit une extrémité d'un trou précédemment percé ; l'extrémité élargie se termine normalement dans un intérieur plat. Une temporisation est utilisée pour améliorer la finition d'un perçage.
-
Brise-copeaux - rétraction partielle (G73)
Perce des trous avec des profondeurs trois ou quatre fois supérieures au diamètre de l'outil en rétractant régulièrement l'outil afin de dégager les copeaux et/ou de remplir le trou de lubrifiant. Cette opération est également appelée perçage par picotins.
-
Perçage débourrage (G83)
Perce des trous avec des profondeurs trois ou quatre fois supérieures au diamètre de l'outil en rétractant régulièrement l'outil du trou afin de dégager les copeaux et/ou de remplir le trou de lubrifiant. Cette opération est également appelée perçage par picotins.
-
Perçage profond guidé (CYCL241)
Un foret pour trou profond standard possède une seule arête coupante efficace. Cette géométrie de tête unique est différente d'un foret hélicoïdal classique. Lors du perçage, des baguettes de guidage brunissent le trou afin qu'il reste droit. Le résultat de cette action est un perçage très circulaire avec un diamètre de précision également capable de donner des trous droits et profonds dans une grande variété de matières.
-
Taraudage
Taraude des filets internes vers la gauche ou vers la droite dans un perçage circulaire avec un outil à pointes multiples.
-
Taraudage à gauche (G74)
Taraud qui tourne dans le sens anti-horaire lorsqu'il pénètre dans le trou pour y couper un filet.
-
Taraudage à droite (G84)
Taraud qui tourne dans le sens horaire lorsqu'il pénètre dans le trou pour y couper un filet.
- Taraudage avec brise-copeaux
- Alésage à l'alésoir (G85)
- Alésage à l'alésoir(G89)
- Alésage d'arrêt – Arrêt et sortie rapide
- Alésage fin - indexé (G76)
- Alésage (G87)
- Fraisage de poche circulaire
- Alésage à la fraise
- Filetage à la fraise
-
Contrôle
Fonction utilisée pour mesurer une fonction sur la pièce à l'aide d'un outil de contrôle ou pour utiliser les macros de la machine pour définir le repère. Nécessite une manipulation particulière dans les post-processeurs selon la machine.
Profondeur débourrage :
Définit la profondeur du premier mouvement de picotin, qui plonge dans et hors de la matière pour dégager et briser les copeaux.
Réduction profondeur débourrage :
Quantité dont la profondeur de picotin est réduite par picotin.
Incrément minimum de débourrage :
Profondeur de picotin minimale autorisée.
Profondeur de perçages cumulés :
Indique la profondeur de picotin qui force la rétraction complète.
Incrément brise-copeaux :
Lors d'une opération visant à briser les copeaux, le foret se retire sur une distance spécifiée après avoir avancé dans le trou afin d'empêcher la liaison des copeaux.
Temporisation avant rétraction
Permet la temporisation avant rétraction du picotin afin de dégager les copeaux. Cette action peut augmenter considérablement l'élévation de l'outil selon la matière usinée.
Durée temporisation :
La période de temporisation est la durée de temporisation en secondes. La spécification d'une durée de temporisation interrompt tous les mouvements de l'axe pour une durée déterminée tandis que la broche continue sa révolution au nombre de tours par minute indiqué. Cette option peut être utilisée pour s'assurer que les copeaux sont dégagés avant rétraction d'un trou et améliore généralement la finition d'un perçage.
Généralement, une durée de temporisation entre 1/4 de seconde et 1 seconde suffit. Par exemple, indiquez 0,25 ou 1/4 dans ce champ pour une temporisation de 1/4 de seconde.
Lors de l'utilisation du post-processeur pour un cycle de perçage, la durée de temporisation est spécifiée comme étant l'un des paramètres de cycle de perçage (généralement, P) et, dans la plupart des cas, elle est générée en millisecondes (ms).

Durée de temporisation de 250 ms en G82
Lors de la publication à l'aide de cycles développés, la durée de temporisation est générée sous la forme d'une commande de temporisation (G4).
Pour calculer la durée de temporisation minimale qui assurera au moins une révolution complète, utilisez une valeur de 60 divisée par la vitesse de la broche. Par exemple, à 350 tr/min, la durée de temporisation minimale doit être 60 / 350 = 0,171 s (valeur qui peut être arrondie à 0,2 s).