|
Mode d'accès : |
Ruban :
onglet FAO
 groupe de fonctions Fraisage 2D
Taraudage
groupe de fonctions Fraisage 2D
Taraudage

|
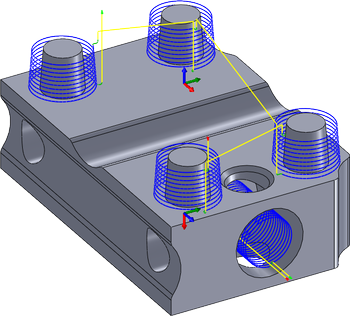
L'opération Taraudage est utilisée pour le taraudage de poches et d'îlots cylindriques. Les hauteurs et les profondeurs sont automatiquement calculées à partir de la géométrie sélectionnée, ce qui vous permet d'usiner différents filetages en une seule opération.
 Paramètres de l'onglet Outil
Paramètres de l'onglet Outil
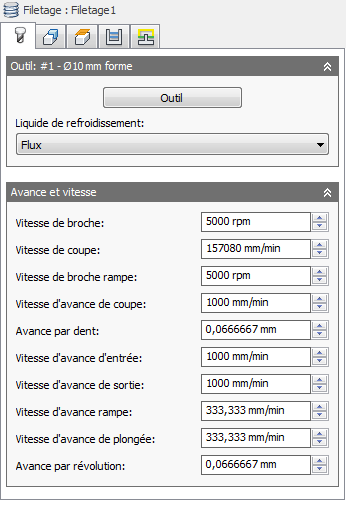
Lubrifiant
Type de lubrifiant employé avec l'outil.
Vitesse de broche
Vitesse de rotation de la broche.
Vitesse de surface
Vitesse de la broche exprimée en tant que vitesse de l'outil sur la surface.
Vitesse de broche de rampe
Vitesse de rotation de la broche lors des mouvements de la rampe.
Avance
Avance utilisée dans les mouvements de l'outil.
Avance par dent
Avance de coupe exprimée en tant qu'avance par dent.
Vitesse d'entrée
Avance utilisée lors de la progression dans un mouvement de l'outil.
Vitesse de sortie
Avance utilisée lors de la sortie d'un mouvement de l'outil.
Avance rampe
Avance utilisée lors de la réalisation de rampes en hélice dans le brut.
Avance de plongée
Avance utilisée lors de la plongée dans le brut.
Avance par tour
Avance de plongée exprimée en tant qu'avance par tour.
 Paramètres de l'onglet Géométrie
Paramètres de l'onglet Géométrie

Orientation de l'outil
Spécifie le mode d'orientation de l'outil à l'aide d'une combinaison d'options d'origine et d'orientation du trièdre.
Le menu déroulant Orientation propose les options suivantes pour définir l'orientation des axes X, Y et Z du trièdre :
- Régler orientation du WCS : utilise le système de coordonnées de la pièce de travail (WCS) de la configuration actuelle pour l'orientation de l'outil.
- Orientation du modèle : utilise le repère de la pièce active pour l'orientation de l'outil.
- Sélectionner Z axe/plan et axe X : permet de sélectionner une face ou une arête pour définir l'axe Z et une autre face ou arête pour définir l'axe X. Les axes X et Z peuvent tous deux être inversés de 180 degrés.
- Sélectionner Z axe/plan et axe Y : permet de sélectionner une face ou une arête pour définir l'axe Z et une autre face ou arête pour définir l'axe Y. Les axes Z et Y peuvent tous deux être inversés de 180 degrés.
- Sélectionner les axes X et Y : permet de sélectionner une face ou une arête pour définir l'axe X et une autre face ou arête pour définir l'axe Y. Les axes X et Y peuvent tous deux être inversés de 180 degrés.
- Sélectionner le système de coordonnées : définit l'orientation de l'outil pour cette opération à partir d'un système de coordonnées utilisateur (SCU) Inventor dans le modèle. Cette option utilise à la fois l'origine et l'orientation du système de coordonnées existant. Choisissez-la si votre modèle ne contient pas de point et de plan appropriés pour votre opération.
Le menu déroulant Origine propose les options suivantes pour localiser l'origine du trièdre :
- Régler origine du WCS : utilise l'origine du repère de la configuration actuelle pour l'orientation de l'outil.
- Origine du modèle : utilise l'origine du repère de la pièce active pour définir l'origine de l'outil.
- Sélectionner le point : permet de sélectionner un sommet ou une arête comme origine du trièdre.
- Point de cube de brut : permet de sélectionner un point sur le cube capable du brut pour définir l'origine du trièdre.
- Coin du modèle : permet de sélectionner un point sur le cube capable du modèle pour définir l'origine du trièdre.
 Paramètres de l'onglet Hauteurs
Paramètres de l'onglet Hauteurs
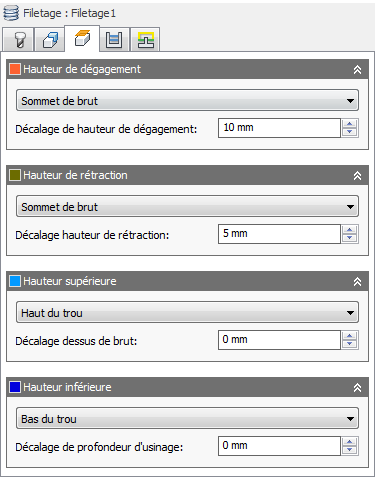
Hauteur de sécurité
La hauteur de sécurité est la première hauteur vers laquelle l'outil se dirige lorsqu'il cherche à rejoindre le début de la trajectoire d'outil.
Hauteur de sécurité
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur du haut.
- Profondeur d'usinage : décalage incrémentiel par rapport à la profondeur d'usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Haut du perçage : décalage incrémentiel par rapport au haut du perçage.
- Bas du perçage : décalage incrémentiel par rapport au bas du perçage.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Décalage de hauteur de dégagement
Le paramètre Décalage de hauteur de dégagement est appliqué. Il est défini par rapport à la hauteur de dégagement sélectionnée dans la liste déroulante ci-dessus.
Hauteur de rétraction
La hauteur de rétraction spécifie la hauteur qu'atteint l'outil avant la passe de coupe suivante. Elle doit être définie sur une valeur supérieure à celle des paramètres Hauteur d'avance et Haut. La hauteur de rétraction s'utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur de rétraction
- Hauteur de sécurité : décalage incrémentiel par rapport à la hauteur de sécurité.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur du haut.
- Profondeur d'usinage : décalage incrémentiel par rapport à la profondeur d'usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Haut du perçage : décalage incrémentiel par rapport au haut du perçage.
- Bas du perçage : décalage incrémentiel par rapport au bas du perçage.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Offset hauteur de rétraction
Le paramètre Décalage hauteur de rétraction est appliqué. Il est défini par rapport à la hauteur de rétraction sélectionnée dans la liste déroulante ci-dessus.
Hauteur supérieure
La hauteur supérieure définit la hauteur qui décrit le haut de la coupe. Elle doit être définie sur une valeur supérieure à celle du paramètre Bas. La hauteur supérieure s'utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur de la partie supérieure
- Hauteur de sécurité : décalage incrémentiel par rapport à la hauteur de sécurité.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Profondeur d'usinage : décalage incrémentiel par rapport à la profondeur d'usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Haut du perçage : décalage incrémentiel par rapport au haut du perçage.
- Bas du perçage : décalage incrémentiel par rapport au bas du perçage.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Décalage dessus de brut
Le paramètre Décalage dessus de brut est appliqué. Il est défini par rapport à la hauteur supérieure sélectionnée dans la liste déroulante ci-dessus.
Hauteur inférieure
La hauteur inférieure détermine les valeurs finales de hauteur et de profondeur d'usinage, ainsi que la profondeur maximale atteinte par l'outil dans le brut. Elle doit être définie sur une valeur inférieure à celle du paramètre Haut. La hauteur inférieure s'utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Profondeur d'usinage
- Hauteur de sécurité : décalage incrémentiel par rapport à la hauteur de sécurité.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur du haut.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Haut du perçage : décalage incrémentiel par rapport au haut du perçage.
- Bas du perçage : décalage incrémentiel par rapport au bas du perçage.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Décalage de profondeur d'usinage
Le paramètre Décalage de profondeur d'usinage est appliqué. Il est défini par rapport à la hauteur inférieure sélectionnée dans la liste déroulante ci-dessus.
 Paramètres de l'onglet Passes
Paramètres de l'onglet Passes
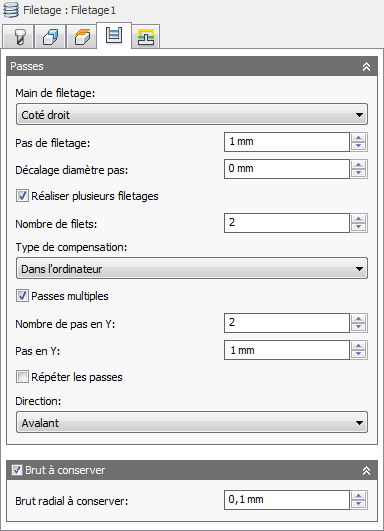
Orientation de filetage :
- Côté droit
- Côté gauche
Pas de filetage :
Spécifie le pas de filetage.
Offset diamètre pas :
Crée un décalage de diamètre positif ou négatif à partir de la géométrie sélectionnée.
Faire plusieurs filets
Permet d'entrer le nombre de filets.
Nombre de filets :
Indique le nombre de filets.
Type de compensation
Spécifie le type de compensation.
- Ordinateur : la compensation de l'outil est calculée automatiquement par Inventor HSM en fonction du diamètre de l'outil sélectionné. Le résultat post-traitement contient directement le chemin compensé au lieu des codes G41/G42.
- Armoire : la compensation de l'outil n'est pas calculée. Les codes G41/G42 sont générés pour permettre à l'opérateur de définir la valeur de compensation et l'usure sur la commande de la machine-outil.
- Usure : fonctionne comme si l'option Ordinateur était sélectionnée, mais génère également les codes G41/G42. Cette option permet à l'opérateur de la machine-outil d'ajuster la valeur d'usure sur la commande de la machine-outil en spécifiant la différence de taille d'outil sous la forme d'une valeur négative.
- Usure inversée : identique à l'option Usure, à ceci près que la valeur d'ajustement de l'usure est définie sous forme de valeur positive.
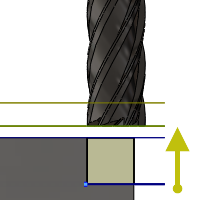
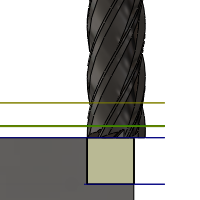
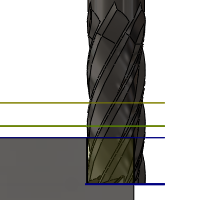
Passes multiples
Activez cette option pour spécifier une valeur de pas.
Nombre de pas en Z
Indique le nombre de pas d'ébauche.
Pas
Définit la distance maximale entre les passes de finition.
Répéter les passes
Cochez cette case pour effectuer deux fois la passe de finition finale en vue d'enlever le brut restant suite à la déviation de l'outil.
Direction
L'option Direction vous permet de configurer Inventor HSM pour qu'il tente de conserver un fraisage de type Avalant ou Opposition.
Avalant
Sélectionnez Avalant pour usiner toutes les passes dans une seule direction. Lorsque cette méthode est appliquée, Inventor HSM tente d'utiliser un fraisage en avalant par rapport aux limites sélectionnées.
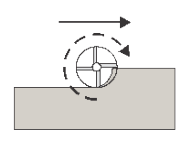
Avalant
Opposition
Ce paramètre permet d'inverser la direction de la trajectoire d'outil par rapport au paramètre Avalant afin de générer une trajectoire d'outil de fraisage en opposition.
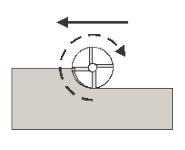
Opposition
Surépaisseur
Positive
Surépaisseur positive : quantité de brut restant après une opération. Cette quantité doit ensuite être supprimée à l'aide d'opérations d'ébauche et de finition. Dans le cas d'opérations d'ébauche, le comportement par défaut consiste à conserver une petite quantité de matière.
Aucune
Aucune surépaisseur : enlève l'excédent de matière jusqu'à la géométrie sélectionnée.
Négative
Surépaisseur négative : enlève la matière au-delà de la surface de la pièce ou de la limite. Cette technique est souvent employée dans l'électro-érosion pour tolérer un éclateur ou pour répondre aux exigences de tolérance d'une pièce.
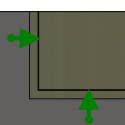
Surépaisseur radiale
Le paramètre Surépaisseur radiale détermine la quantité de matière à conserver dans la direction radiale (perpendiculaire à l'axe de l'outil), c'est-à-dire sur le côté de l'outil.
Surépaisseur radiale
Surépaisseur radiale et surépaisseur en Z
La définition d'une valeur positive pour le paramètre de surépaisseur radiale permet de conserver de la matière sur les parois verticales et les zones pentues de la pièce.
Dans le cas des surfaces qui ne sont pas parfaitement verticales, Inventor HSM procède à une interpolation entre les valeurs de surépaisseur en Z (au sol) et de surépaisseur radiale. De ce fait, il se peut que le brut restant dans la direction radiale sur ces surfaces soit différent de la valeur spécifiée, selon la pente de la surface et la valeur de surépaisseur en Z définie.
La modification de la valeur de surépaisseur radiale définit automatiquement la valeur de surépaisseur en Z sur la même quantité, à moins de spécifier manuellement cette dernière.
Dans le cadre des opérations de finition, la valeur par défaut est égale à 0 mm/0 po ; autrement dit, aucune quantité de matière n'est conservée.
Pour les opérations d'ébauche, le comportement par défaut consiste à conserver une petite quantité de matière qui peut ensuite être enlevée ultérieurement au moyen d'une ou de plusieurs opérations de finition.
Surépaisseur négative
Lorsque vous utilisez une surépaisseur négative, l'opération d'usinage enlève plus de matière du brut que la forme de votre modèle ne le précise. Ce paramètre peut s'employer pour usiner des électrodes dotées d'un éclateur dont la taille est égale à la surépaisseur négative.
Les valeurs des paramètres de surépaisseur radiale et de surépaisseur en Z peuvent toutes deux être négatives. Cependant, la valeur de surépaisseur radiale négative doit être inférieure au rayon de l'outil.
Lorsque vous utilisez une fraise boule ou hémisphérique dont la valeur de surépaisseur radiale négative est supérieure au rayon de coin, la surépaisseur en Z négative doit être inférieure ou égale à la valeur de ce rayon de coin.
 Paramètres de l'onglet Liaison entre passes
Paramètres de l'onglet Liaison entre passes
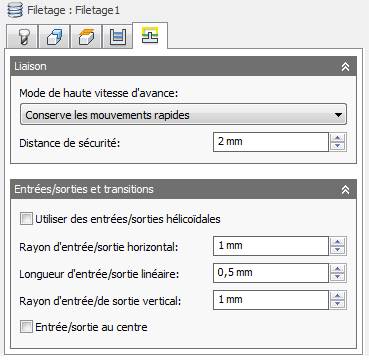
Mode UGV
Indique les situations dans lesquelles les mouvements rapides doivent être convertis en mouvements réellement rapides (G0) et quand ils doivent être convertis en mouvements UGV (G1).
- Conserve les mouvements rapides : tous les mouvements rapides sont conservés.
- Conserve les mouvements rapides axiaux et radiaux : les mouvements rapides strictement horizontaux (radiaux) ou verticaux (axiaux) sont traduits en mouvements réellement rapides.
- Conserve les mouvements rapides axiaux : seuls les mouvements rapides verticaux sont conservés.
- Conserve les mouvements rapides radiaux : seuls les mouvements rapides horizontaux sont conservés.
- Conserve les mouvements rapides sur un seul axe : seuls les mouvements rapides effectués sur un axe (X, Y ou Z) sont conservés.
- Toujours utiliser UGV : traduit les mouvements rapides en mouvements G01 (UGV) plutôt qu'en mouvements rapides (G0).
Ce paramètre est généralement défini pour éviter les collisions lors des mouvements rapides sur les machines qui effectuent des mouvements de type "déviation" en ces endroits.
Haute vitesse
Avance à utiliser pour les mouvements rapides traduits en mouvements G1 plutôt que G0.
Distance de sécurité
Distance minimale entre l'outil et les surfaces de la pièce lors des mouvements de rétraction. Cette distance est mesurée après l'application de la surépaisseur, de sorte que si une surépaisseur négative est utilisée, il convient de faire particulièrement attention à ce que la distance de sécurité soit suffisamment grande pour éviter les collisions.
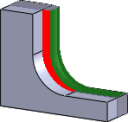
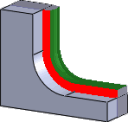
Utiliser des entrées/sorties hélicoïdales
Permet d'utiliser des mouvements d'entrée/de sortie hélicoïdaux au lieu de mouvements d'entrée/de sortie circulaires.
Rayon d'entrée horizontal
Spécifie le rayon à appliquer aux mouvements d'entrée horizontaux.
Rayon d'entrée horizontal
Rayon de sortie horizontal
Spécifie le rayon à appliquer aux mouvements de sortie horizontaux.
Rayon de sortie horizontal
Longueur d'entrée/sortie linéaire
Indique la longueur d'entrée/sortie linéaire.
Rayon d'entrée vertical
Rayon de l'arc vertical destiné à lisser le mouvement d'entrée en direction de la trajectoire d'outil elle-même.
Rayon d'entrée vertical
Rayon de sortie vertical
Spécifie le rayon à appliquer à la sortie verticale.
Rayon de sortie vertical
Entrée/sortie au centre
Indique que le mouvement d'entrée/sortie doit être dirigé vers le centre de la géométrie.