|
Mode d'accès : |
Ruban :
onglet CAM  groupe de fonctions Tournage
Chanfrein
groupe de fonctions Tournage
Chanfrein

|
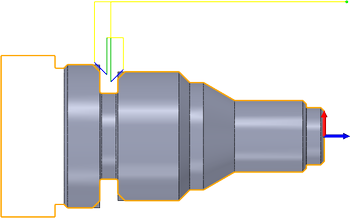
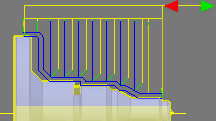
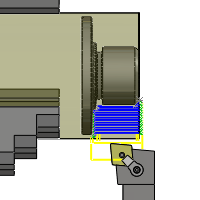
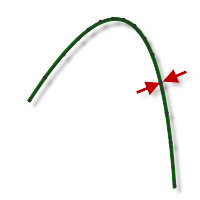
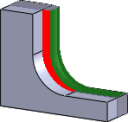
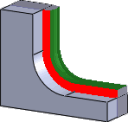
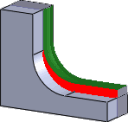
La stratégie Chanfrein permet de chanfreiner les angles aigus qui ne l'ont pas été lors de la conception.
 Paramètres de l'onglet Outil
Paramètres de l'onglet Outil
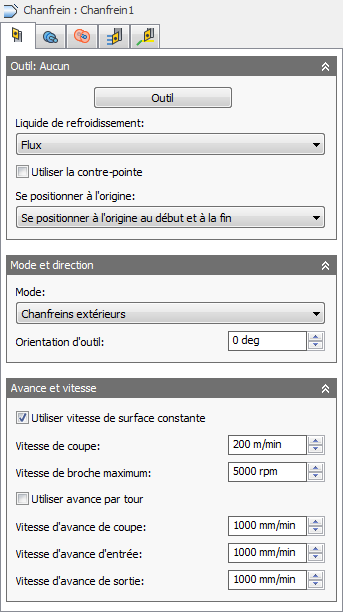
Lubrifiant
Type de lubrifiant employé avec l'outil.
Utiliser la contre-pointe
Une contre-pointe permet de supporter l'axe de rotation longitudinal de la pièce usinée. Cette fonction est particulièrement utile lorsque la pièce de travail est relativement longue et fine. Faute d'utiliser une contre-pointe, la pièce de travail peut se plier lors de la coupe et entraîner un "broutage".
Pour que cette option soit activée, votre machine doit être équipée d'une contre-pointe programmable et votre post-processeur doit être configuré de manière à écrire le code dont votre machine a besoin.
Une fois la configuration terminée, M21 (contre-pointe avant) doit s'afficher au début de l'opération et M22 (contre-pointe arrière) à la fin de l'opération, avec cette option activée.
Se positionner à l'origine
La position d'origine est une valeur Z connue définie par rapport au système de coordonnées et paramétrée dans la section Système de coordonnées de travail (WCS) dans l'onglet Configuration de la boîte de dialogue Stratégie de configuration.
Vous pouvez forcer l'outil à se déplacer vers la position d'origine avant de commencer l'opération ou une fois l'opération terminée. L'outil retirera toujours le brut sur l'axe X jusqu'à atteindre la hauteur de dégagement, puis se positionnera au niveau de la position d'origine sur l'axe Z.
-
Ne pas se positionner à l'origine
Ne pas se positionner à l'origine
-
Se positionner à l'origine au début
Se positionner à l'origine au début
-
Se positionner à l'origine à la fin
Se positionner à l'origine à la fin
-
Se positionner à l'origine au début et à la fin
Se positionner à l'origine au début et à la fin
Mode :
En fonction de la stratégie de tournage choisie, ce paramètre détermine le sens d'usinage de l'outil (axial ou radial), ainsi que son sens d'approche et de rétractation.
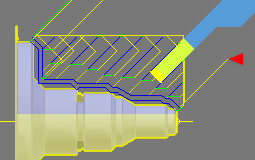
- Chanfreins extérieurs : l'outil s'approche/se rétracte par rapport à l'extérieur du brut et procède à un usinage axial.
- Chanfreins intérieurs : l'outil s'approche/se rétracte par rapport au trait d'axe et procède à un usinage radial.
Orientation de l'outil :
Utilisez cette option si votre tourelle de révolution possède un axe B programmable. Votre post-processeur devra prendre en charge la publication à partir de cette valeur.
Orientation de l'outil à 45 degrés
Orientation de l'outil à 90 degrés
Utiliser une vitesse de coupe constante
Permet d'ajuster automatiquement la vitesse de broche de manière à maintenir une vitesse de coupe constante lorsque le diamètre de coupe change entre l'outil et la pièce de travail. Sur la plupart des machines, la commande G96 est utilisée pour définir une vitesse de coupe constante (CSS).
Vitesse de broche
Vitesse de rotation de la broche.
Vitesse de surface
Vitesse de la broche exprimée en tant que vitesse de l'outil sur la surface.
Vitesse de broche maximum
Indique la vitesse de broche maximum autorisée lorsque vous utilisez une vitesse de coupe constante (CSS).
Utiliser l'avance par révolution
Permet d'ajuster automatiquement la vitesse d'avance en fonction de la vitesse de rotation de la broche, afin de maintenir une charge de copeaux constante.
Avance
Avance utilisée dans les mouvements de l'outil.
Vitesse d'entrée
Avance utilisée lors de la progression dans un mouvement de l'outil.
Vitesse de sortie
Avance utilisée lors de la sortie d'un mouvement de l'outil.
 Paramètres de l'onglet Géométrie
Paramètres de l'onglet Géométrie
Chanfreins
Utilisez le bouton de sélection Chanfreins pour sélectionner une ou plusieurs arêtes circulaires et créer un chanfrein.
 Paramètres de l'onglet Rayons
Paramètres de l'onglet Rayons
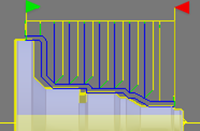
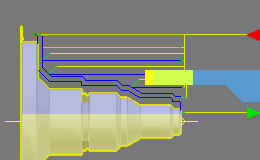
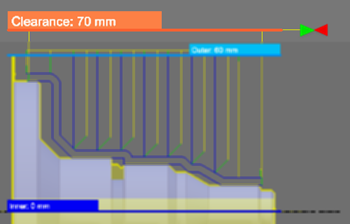
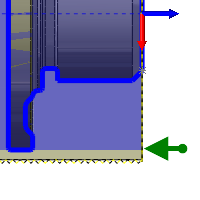
Dégagement
Définissez cette hauteur pour contrôler le rayon au niveau duquel l'outil entre et sort de la trajectoire d'outil. L'outil s'approche et se rétracte depuis l'intérieur du brut le long de l'axe Z (axe de la broche) en respectant ce décalage de dégagement radial. La valeur affichée dans l'onglet orange représente le rayon actuel par rapport à l'axe de la configuration.
Rayon de dégagement extérieur
- Diamètre extérieur du brut : définit le rayon de dégagement en fonction des extrémités radiales du brut définies dans la configuration.
- Diamètre extérieur du modèle : définit le rayon de dégagement en fonction des extrémités radiales extérieures du modèle définies dans la configuration.
- Rayon extérieur : cette option permet de décaler le rayon de dégagement par rapport au rayon extérieur. Toutefois, le rayon de dégagement doit être supérieur au rayon extérieur : une valeur positive doit donc être saisie dans le champ Décalage de dégagement.
- Rayon intérieur : cette option, combinée à la valeur de décalage de dégagement, vous permet de déterminer le rayon de dégagement à partir de l'emplacement le plus à l'intérieur au niveau duquel des trajectoires d'outil sont générées. Cette méthode s'avère pratique pour limiter la profondeur de la trajectoire d'outil dans certains cas. Assurez-vous que le rayon de dégagement permet à l'outil d'éliminer tout le brut restant. Vous pouvez le vérifier en exécutant une simulation du brut.
- Diamètre intérieur du modèle : cette option, combinée à la valeur de décalage de dégagement, vous permet de déterminer le rayon de dégagement à partir du diamètre le plus petit du brut défini. Assurez-vous que le rayon de dégagement permet à l'outil d'éliminer tout le brut restant. Vous pouvez le vérifier en exécutant une simulation du brut.
- Diamètre intérieur du brut : cette option, combinée à la valeur de décalage de dégagement, vous permet de déterminer le rayon de dégagement à partir du diamètre le plus petit du brut défini. Assurez-vous que le rayon de dégagement permet à l'outil d'éliminer tout le brut restant. Vous pouvez le vérifier en exécutant une simulation du brut.
- Sélection : sélectionnez une face, un sommet ou un point sur le modèle pour définir le rayon de dégagement.
- Rayon : cette option vous permet d'entrer une valeur de rayon dans le champ Décalage de dégagement.
- Diamètre : cette option vous permet d'entrer une valeur de diamètre dans le champ Décalage de dégagement.
Décalage de dégagement
Indique la valeur de décalage.
Décalage du dégagement extérieur
Rayon extérieur
Définit le rayon de limitation, en limitant l'intervalle radial interne de la trajectoire d'outil. Vous pouvez choisir l'une des options suivantes :
Rayon extérieur
- Diamètre extérieur du brut
- Diamètre extérieur du modèle
- Limite intérieure
- Diamètre intérieur du modèle
- Diamètre intérieur du brut
- Sélection
- Rayon
- Diamètre
Décalage de rayon extérieur
Indique la valeur de décalage du rayon externe.
Rayon intérieur
Définit le rayon de limitation, en limitant l'intervalle radial interne de la trajectoire d'outil. Vous pouvez choisir l'une des options suivantes :
Rayon intérieur
- Diamètre extérieur du brut
- Diamètre extérieur du modèle
- Limite extérieure
- Diamètre intérieur du modèle
- Diamètre intérieur du brut
- Sélection
- Rayon
- Diamètre
Décalage de rayon intérieur
Définit la valeur de décalage du rayon interne.
 Paramètres de l'onglet Passes
Paramètres de l'onglet Passes
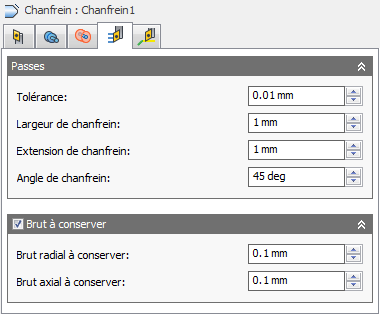
Tolérance
La tolérance d'usinage correspond à la somme des tolérances utilisées pour la génération des trajectoires d'outil et la triangulation de la géométrie. Il convient d'ajouter les éventuelles tolérances de filtrage supplémentaires à cette valeur pour obtenir la valeur de tolérance totale.
Tolérance large de 0,100
Tolérance stricte de 0,001
Le mouvement de fraisage par contournage des machines CNC est contrôlé à l'aide des commandes de ligne G1 et d'arc G2 G3. Pour s'adapter à ce comportement, la FAO calcule une approximation des trajectoires d'outil de spline et de surface en linéarisant celles-ci. Elle crée ainsi de nombreux segments de ligne courts destinés à représenter approximativement la forme souhaitée. La précision de l'adéquation entre la trajectoire d'outil et la forme souhaitée dépend largement du nombre de lignes utilisé. En effet, plus le nombre de lignes est important, plus la trajectoire d'outil s'approche de la forme nominale de la spline ou de la surface.
Phénomène du "data starving"
Il peut s'avérer tentant d'avoir systématiquement recours à des valeurs de tolérances très strictes, mais cela s'accompagnera toutefois de certains inconvénients : augmentation de la durée de calcul des trajectoires d'outil, augmentation de la taille des fichiers de code G et mouvements de ligne très courts. Les deux premiers points ne posent guère problème, car Inventor HSM exécute rapidement les calculs, et la plupart des commandes modernes disposent d'au moins 1 Mo de RAM. Cependant, les mouvements de ligne courts, associés à des avances importantes, peuvent entraîner un phénomène connu sous le nom de "data starving".
Ce phénomène se produit lorsque la commande, submergée par la profusion de données à traiter, ne parvient plus à suivre. Les commandes CNC peuvent uniquement traiter un nombre fini de lignes de code (blocs) par seconde. Cela peut représenter à peine 40 blocs/seconde sur les anciennes machines et 1 000 blocs/seconde ou plus sur une machine récente, telle que les modèles de Haas Automation. Il arrive que les mouvements de ligne courts et les avances importantes forcent la vitesse de traitement au-delà des capacités de gestion de la commande. Lorsque cela se produit, la machine doit marquer une pause après chaque mouvement et attendre l'émission de la commande servo suivante.
Largeur de chanfrein :
Largeur (supplémentaire) du chanfrein. Pour les arêtes qui ne sont pas déjà chanfreinées, il s'agit de la largeur finale du chanfrein.
Pour les arêtes chanfreinées, il s'agit d'un décalage supplémentaire. Cette option revient à utiliser une valeur de brut radial à conserver négative.
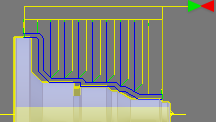
Extension chanfrein :
Distance de prolongement de la passe de coupe de chanfreins.
Angle de chanfrein :
Angle du chanfrein mesuré à partir de l'axe Z.
Surépaisseur
Positive
Surépaisseur positive : quantité de brut restant après une opération. Cette quantité doit ensuite être supprimée à l'aide d'opérations d'ébauche et de finition. Dans le cas d'opérations d'ébauche, le comportement par défaut consiste à conserver une petite quantité de matière.
Aucune
Aucune surépaisseur : enlève l'excédent de matière jusqu'à la géométrie sélectionnée.
Négative
Surépaisseur négative : enlève la matière au-delà de la surface de la pièce ou de la limite.
Brut radial à conserver (paroi)
Le paramètre Surépaisseur radiale détermine la quantité de matière à conserver dans la direction radiale (perpendiculaire à l'axe de l'outil), c'est-à-dire sur le côté de l'outil.
Surépaisseur radiale
Surépaisseur radiale et surépaisseur en Z
La définition d'une valeur positive pour le paramètre de surépaisseur radiale permet de conserver de la matière sur les parois verticales et les zones pentues de la pièce.
Dans le cas des surfaces qui ne sont pas parfaitement verticales, Inventor HSM procède à une interpolation entre les valeurs de surépaisseur en Z (au sol) et de surépaisseur radiale. De ce fait, il se peut que le brut restant dans la direction radiale sur ces surfaces soit différent de la valeur spécifiée, selon la pente de la surface et la valeur de surépaisseur en Z définie.
La modification de la valeur de surépaisseur radiale définit automatiquement la valeur de surépaisseur en Z sur la même quantité, à moins de spécifier manuellement cette dernière.
Dans le cadre des opérations de finition, la valeur par défaut est égale à 0 mm/0 po ; autrement dit, aucune quantité de matière n'est conservée.
Pour les opérations d'ébauche, le comportement par défaut consiste à conserver une petite quantité de matière qui peut ensuite être enlevée ultérieurement au moyen d'une ou de plusieurs opérations de finition.
Surépaisseur négative
Lorsque vous utilisez une surépaisseur négative, l'opération d'usinage enlève plus de matière du brut que la forme de votre modèle ne le précise. Ce paramètre peut s'employer pour usiner des électrodes dotées d'un éclateur dont la taille est égale à la surépaisseur négative.
Les valeurs des paramètres de surépaisseur radiale et de surépaisseur en Z peuvent toutes deux être négatives. Cependant, la valeur de surépaisseur radiale négative doit être inférieure au rayon de l'outil.
Lorsque vous utilisez une fraise boule ou hémisphérique dont la valeur de surépaisseur radiale négative est supérieure au rayon de coin, la surépaisseur en Z négative doit être inférieure ou égale à la valeur de ce rayon de coin.
Brut axial à conserver (sol)
Le paramètre Surépaisseur en Z détermine la quantité de matière à conserver dans la direction axiale (le long de l'axe Z), c'est-à-dire à l'extrémité de l'outil.
Surépaisseur en Z
Surépaisseur radiale et surépaisseur en Z
La définition d'une valeur positive pour le paramètre de surépaisseur en Z permet de conserver de la matière sur les zones peu profondes de la pièce.
Dans le cas des surfaces qui ne sont pas parfaitement horizontales, Inventor HSM procède à une interpolation entre les valeurs de surépaisseur en Z et de surépaisseur radiale (paroi). De ce fait, il se peut que le brut restant dans la direction axiale sur ces surfaces soit différent de la valeur spécifiée, selon la pente de la surface et la valeur de surépaisseur radiale définie.
La modification de la valeur de surépaisseur radiale définit automatiquement la valeur de surépaisseur en Z sur la même quantité, à moins de spécifier manuellement cette dernière.
Dans le cadre des opérations de finition, la valeur par défaut est égale à 0 mm/0 po ; autrement dit, aucune quantité de matière n'est conservée.
Pour les opérations d'ébauche, le comportement par défaut consiste à conserver une petite quantité de matière qui peut ensuite être enlevée ultérieurement au moyen d'une ou de plusieurs opérations de finition.
Surépaisseur négative
Lorsque vous utilisez une surépaisseur négative, l'opération d'usinage enlève plus de matière du brut que la forme de votre modèle ne le précise. Ce paramètre peut s'employer pour usiner des électrodes dotées d'un éclateur dont la taille est égale à la surépaisseur négative.
Les valeurs des paramètres de surépaisseur radiale et de surépaisseur en Z peuvent toutes deux être négatives. Cependant, lorsque vous utilisez une fraise boule ou hémisphérique dont la valeur de surépaisseur radiale négative est supérieure au rayon de coin, la surépaisseur en Z négative doit être inférieure ou égale à la valeur de ce rayon de coin.
 Paramètres de l'onglet Liaison entre passes
Paramètres de l'onglet Liaison entre passes
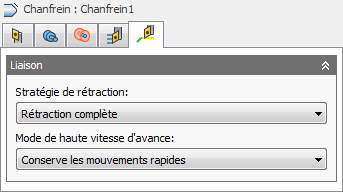
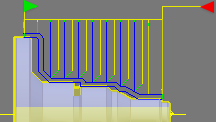
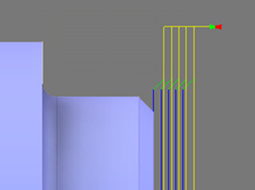
Type de rétraction
Indique comment l'outil doit se retirer vers le diamètre de dégagement après chaque passe de coupe ou simplement se retirer à une courte distance de la tâche. La distance est déterminée par la valeur Distance de sécurité.
-
Rétraction totale : permet de rétracter entièrement l'outil selon la valeur du paramètre Hauteur de rétraction à la fin de la passe, avant de le positionner au-dessus du début de la passe suivante.
Rétraction complète
-
Rétraction minimum : permet d'atteindre directement la hauteur minimale à laquelle l'outil usine la pièce de travail, plus toute distance de sécurité spécifiée.
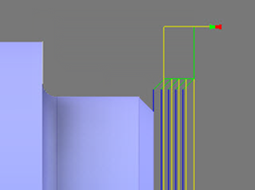
Rétraction minimum
Mode UGV
Indique les situations dans lesquelles les mouvements rapides doivent être convertis en mouvements réellement rapides (G0) et quand ils doivent être convertis en mouvements UGV (G1).
- Conserve les mouvements rapides : tous les mouvements rapides sont conservés.
- Conserve les mouvements rapides axiaux et radiaux : les mouvements rapides strictement horizontaux (radiaux) ou verticaux (axiaux) sont traduits en mouvements réellement rapides.
- Conserve les mouvements rapides axiaux : seuls les mouvements rapides verticaux sont conservés.
- Conserve les mouvements rapides radiaux : seuls les mouvements rapides horizontaux sont conservés.
- Conserve les mouvements rapides sur un seul axe : seuls les mouvements rapides effectués sur un axe (X, Y ou Z) sont conservés.
- Toujours utiliser UGV : génère des mouvements rapides lorsque G01 (mouvement à haute vitesse) se déplace à la place de mouvements rapides (G0).
Ce paramètre est généralement défini pour éviter les collisions lors des mouvements rapides sur les machines qui effectuent des mouvements de type "déviation" en ces endroits.
Haute vitesse
Avance à utiliser pour les mouvements rapides traduits en mouvements G1 plutôt que G0.