Les différentes stratégies d'usinage produisent souvent des trajectoires d'outil principalement constituées de déplacements linéaires la première trajectoire d'outil de coupe. Lorsqu'elle est activée, l'option Lissage tente de remplacer les déplacements linéaires par des arcs (G2/G3) dans un intervalle de tolérance donné. Cette fonction permet de compresser la taille de la trajectoire d'outil, d'améliorer la qualité de la pièce et de fluidifier l'exécution des machines CNC. Elle est prise en charge pour la plupart des stratégies 2D et 3D. Le processus de lissage intègre automatiquement des arcs dans tous les plans qui conviennent pour la stratégie d'usinage sélectionnée. Les arcs non pris en charge sur la commande CNC sont toujours linéarisés par le post-processeur.
Actuellement, seuls deux paramètres permettent de contrôler le lissage. Vous pouvez activer/désactiver le lissage et définir la tolérance utilisée. Le lissage est toujours désactivé par défaut. La tolérance totale d'une opération est indiquée par la tolérance d'usinage et par la tolérance de lissage lorsque le filtre de lissage est activé. La tolérance par défaut est dérivée de la stratégie et de la tolérance d'usinage. Pour les opérations de finition, la tolérance de filtre est normalement comprise dans une plage de 50 % à 200 % par rapport à la tolérance d'usinage indiquée, où 100 % donnera probablement un bon résultat. Pour les opérations d'ébauchage, la tolérance de filtre est normalement comprise dans une plage de 5 % à 20 %, où 10 % devrait donner de bons résultats.

Paramètres Lissage dans l'onglet Passes
Les images ci-dessous représentent la trajectoire d'outil avec et sans lissage activé pour une trajectoire d'outil parallèle et de contour, respectivement. Les points noirs sont les extrémités des déplacements en arc et linéaires dans la trajectoire d'outil.
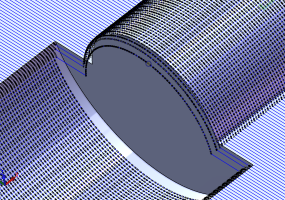
Parallèle sans filtre de lissage
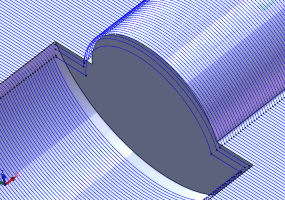
Parallèle avec filtre de lissage
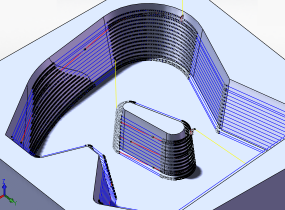
Contour sans filtre de lissage
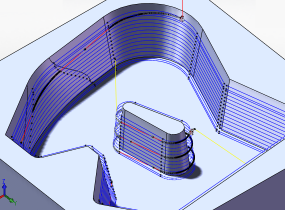
Contour avec filtre de lissage