|
Mode d'accès : |
Ruban :
onglet FAO  groupe de fonctions Job
Configuration
groupe de fonctions Job
Configuration

|
Les paramètres de configuration courants pour l'orientation et l'origine du modèle, la sélection du brut, les caractéristiques du brut et le post-traitement sont configurés dans la boîte de dialogue des opérations Configuration.
 Paramètres de l'onglet Configuration
Paramètres de l'onglet Configuration
configuration
Vous pouvez configurer l'usinage en définissant le type d'opération, à savoir Fraisage, Tournage ou Fraisage/Tournage. Ce paramètre est mis à la disposition du post-processeur.
Type d'opération : Fraisage
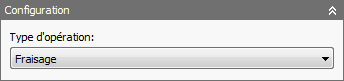
Fraisage : utilisez cette option lors du traitement des trajectoires d'outil pour une fraise, quelle que soit la configuration.
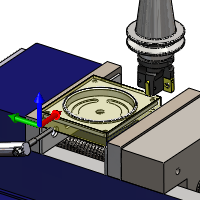
Fraisage
Type d'opération : Tournage ou Fraisage/Tournage
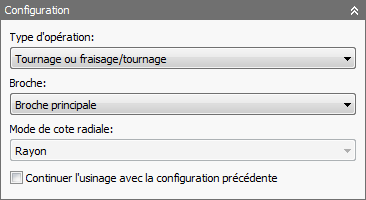
Tournage ou fraisage/tournage : utilisez cette option lors du traitement des trajectoires d'outil pour une révolution, y compris les révolutions faisant appel à des configurations d'outils et de fraises/tours en temps réel.
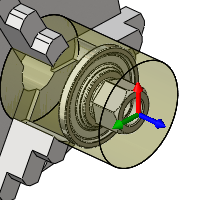
Tournage
Broche
Indique la broche.
- Broche principale
- Broche secondaire
Mode de cote radiale
Indique si les cotes radiales sont affichées sous forme de rayon ou de diamètre.
Continuer l'usinage avec la configuration précédente
Indique que l'usinage doit être poursuivi avec la configuration précédente.
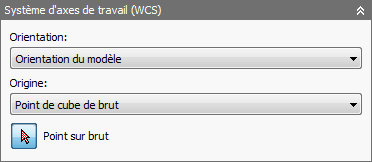
Système d'axes de travail (WCS) : fraisage
Le système d'axes de travail indique le système de coordonnées universelles dans lequel la trajectoire d'outil post-traitée est générée. Par défaut, le repère prend l'orientation du modèle.
Options d'origine et d'orientation pour un fraisage
Lors de la modification et de la simulation, les coordonnées sont également présentées dans le repère par défaut.
Orientation :
Le menu déroulant Orientation fournit les options suivantes pour définir l'orientation de configuration des axes X, Y et Z du repère :
- Orientation du modèle : utilise l'orientation de la pièce active pour l'orientation du repère.
- Sélectionner Z axe/plan et axe X : permet de sélectionner une face ou une arête pour définir l'axe Z, et une autre face ou arête pour définir l'axe X. Les axes X et Z peuvent tous deux être inversés de 180 degrés.
- Sélectionner Z axe/plan et axe Y : permet de sélectionner une face ou une arête pour définir l'axe Z et une autre face ou arête pour définir l'axe Y. Les axes Z et Y peuvent tous deux être inversés de 180 degrés.
- Sélectionner les axes X et Y : permet de sélectionner une face ou une arête pour définir l'axe X et une autre face ou arête pour définir l'axe Y. Les axes X et Y peuvent tous deux être inversés de 180 degrés.
- Sélectionner le système de coordonnées : définit une orientation de repère pour la configuration à partir d'un système de coordonnées utilisateur (SCU) d'Inventor dans le modèle. Cette option utilise à la fois l'origine et l'orientation du système de coordonnées existant. Utilisez cette option si votre modèle ne contient pas de point ni de plan approprié pour votre opération.
Origine :
Le menu déroulant Origine propose les options suivantes pour repérer l'origine du repère :
- Origine du modèle : utilise l'origine du repère de la pièce active pour l'origine du repère.
- Sélectionner le point : permet de sélectionner un sommet ou une arête pour l'origine du repère.
- Point de cube de brut : sélectionnez un point sur la zone de délimitation du brut pour l'origine du repère.
- Coin du modèle : sélectionnez un point sur la zone de délimitation du modèle pour l'origine du repère.
La mini-barre d'outils Origine s'affiche automatiquement lorsque l'option Configuration est appelée et offre une solution alternative à la boîte de dialogue pour la sélection de l'origine du repère.
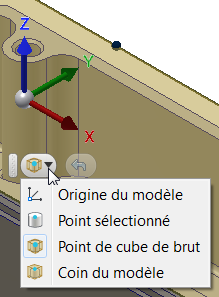
Menu déroulant de la mini-barre d'outils Origine. Cliquez sur le bouton Annuler à droite de la liste déroulante pour sélectionner de nouveau l'origine du repère.
Orientation et origine
Système de coordonnées
Point sur brut
Indique le point sur brut par rapport à la vue de l'outil.
Système d'axes de travail (WCS) : tournage ou fraisage/tournage
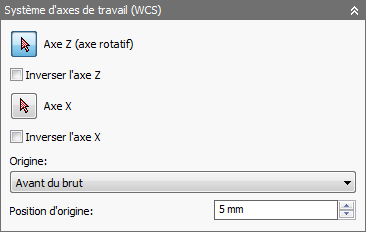
Options de repère pour un tournage ou un fraisage/tournage
- Axe Z (axe rotatif) : spécifie l'axe autour duquel la pièce pivote.
- Inverser l'axe Z : inverse l'axe Z de 180 degrés.
- Axe X : spécifie l'axe X de la pièce.
- Inverser l'axe X : inverse l'axe X de 180 degrés.
- Origine : vous pouvez sélectionner l'option Avant du brut, Arrière du brut, Avant du modèle ou Arrière du modèle comme origine de la pièce.
- Position d'origine : saisissez une valeur pour spécifier la position d'origine le long de l'axe Z.
Modèle

Le modèle spécifié pour la configuration est utilisé par défaut pour les opérations d'usinage de surfaces 3D. Le modèle sélectionné est également utilisé lors de la simulation d'une trajectoire d'outil.
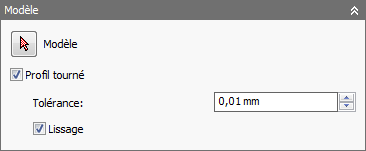
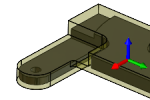
- Profil tourné : certaines pièces tournées nécessitent des opérations de fraisage ultérieures. Dans ce cas, il est nécessaire de générer un profil de tournage avant de procéder au fraisage. Cette fonction vous permet de générer un contour d'esquisse en 2D via l'axe X de la pièce de fraisage/tournage, qui peut ensuite être utilisé pour le tournage.
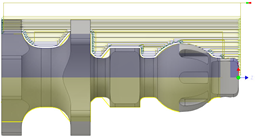
Profil tourné désactivé
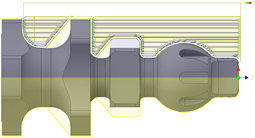
Profil tourné activé
- Tolérance de profil tourné : indique la tolérance pour la génération du profil tourné.
- Lissage de profil tourné : activez cette option pour lisser le profil.
Appareil
Sélectionnez les appareils qui doivent être inclus pour la détection de collisions lors de la vérification des trajectoires d'outils à l'occasion de la simulation du brut.
 Paramètres de l'onglet Brut
Paramètres de l'onglet Brut
L'appareil et le brut indiqués sont utilisés lors de la simulation de la trajectoire d'outil générée et peuvent également être utilisés par certaines stratégies d'usinage.
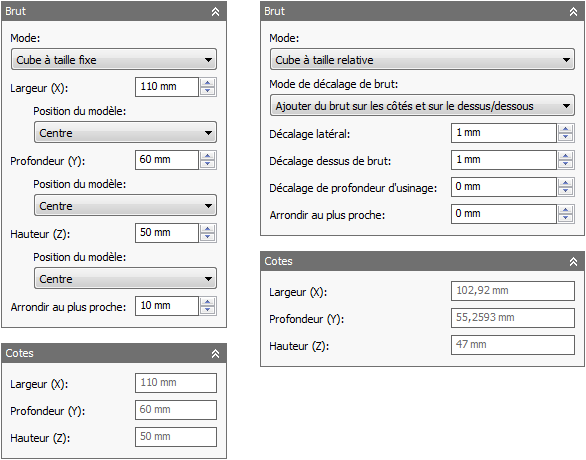
Options de brut cubique
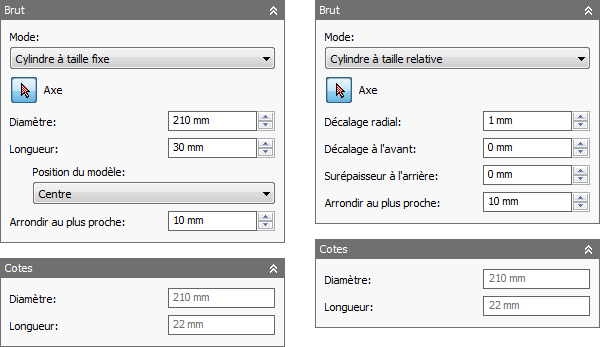
Options de brut cylindrique
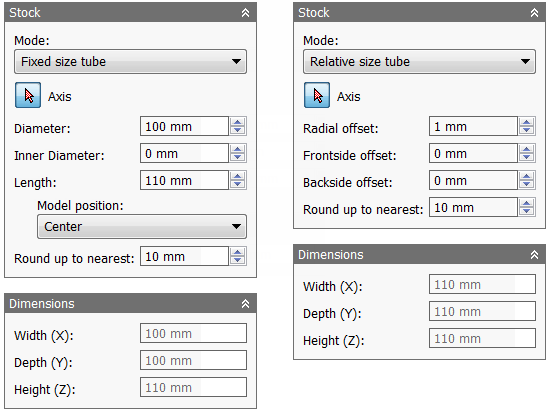
Options de brut tubulaire
Mode :
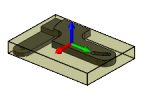
Cube à taille fixe et Cube à taille relative
Cube à taille fixe : crée un corps de brut cubique de taille spécifiée (fixe). Il s'agit de la configuration par défaut de l'option.
Cube à taille relative : crée un corps de brut cubique qui est plus grand que le modèle selon des valeurs de décalage données, arrondies à l'incrément indiqué le plus proche.
Cotes : affiche les cotes de largeur (X), de profondeur (Y) et de hauteur (Z) d'un brut de configuration cubique.
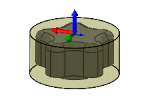
Cylindre à taille fixe et Cylindre à taille relative
Cylindre à taille fixe : crée un corps de brut cylindrique de taille spécifiée (fixe). Il s'agit de la configuration par défaut de l'option.
Cylindre à taille relative : crée un corps de brut cylindrique qui est plus grand que le modèle selon des valeurs de décalage données, arrondies à l'incrément indiqué le plus proche.
Cotes : affiche le diamètre et la longueur d'un brut de configuration cylindrique.
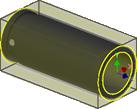
Tube à taille fixe et Tube à taille relative
Tube à taille fixe : crée un corps de brut tubulaire de taille spécifiée (fixe). Il s'agit de la configuration par défaut de l'option.
Cylindre à taille relative : crée un corps de brut tubulaire qui est plus grand que le modèle selon des valeurs de décalage données, arrondies à l'incrément indiqué le plus proche.
Cotes : affiche le diamètre et la longueur d'un brut de configuration tubulaire.
Depuis le solide
Depuis le solide : offre un contrôle complet sur la définition du brut en utilisant un corps solide dans une pièce de plusieurs corps, ou à partir d'un fichier de pièce dans un ensemble.
Cotes : affiche les cotes de largeur (X), de profondeur (Y) et de hauteur (Z) du brut.
Mode Cube à taille fixe
- Largeur (X) : entrez une valeur pour spécifier la largeur du brut.
- Position du modèle: offset par rapport au côté gauche (-X) : spécifie le décalage du brut dans la direction X négative.
- Position du modèle: centre : le modèle est centré le long de l'axe X du brut.
- Position du modèle: offset par rapport au côté droit (+X) : spécifie le décalage du brut dans la direction X positive.
- Profondeur (Y) : entrez une valeur pour indiquer la profondeur du brut.
- Position du modèle: offset par rapport à l'arrière (+Y) : spécifie le décalage du brut dans la direction Y positive.
- Position du modèle: centre : le modèle est centré le long de l'axe Y du brut.
- Position du modèle: offset par rapport à l'avant (-Y) : spécifie le décalage du brut dans la direction Y négative.
- Hauteur (Z) : entrez une valeur pour spécifier la hauteur du brut.
- Position du modèle: offset par rapport au dessus (+Z) : spécifie le décalage du brut dans la direction Z positive.
- Position du modèle: centre : le modèle est centré le long de l'axe Z du brut.
- Position du modèle: offset par rapport au dessous (-Z) : spécifie le décalage du brut dans la direction Z négative.
- Arrondi au plus proche : spécifie l'incrément d'arrondi pour la taille du brut.
Mode Cube à taille relative
Sélectionnez le mode Cube à taille relative pour bénéficier des options d'ajout de brut en haut, en bas et/ou sur les côtés du brut.
Aucun brut supplémentaire
Aucun brut supplémentaire : aucune valeur de décalage n'est ajoutée à la taille du brut.
Ajouter du brut sur les côtés, ainsi qu'en haut et en bas
- Offset latéral : définit le brut supplémentaire sur les côtés.
- Décalage dessus de brut : définit le brut supplémentaire sur le haut.
- Décalage de profondeur d'usinage : définit le brut supplémentaire sur le bas.
Ajouter du brut de tous les côtés
- Offset brut -X : indique le décalage du brut dans la direction X négative.
- Offset brut +X : indique le décalage du brut dans la direction X positive.
- Offset brut -Y : indique le décalage du brut dans la direction Y négative.
- Offset brut +Y : indique le décalage du brut dans la direction Y positive.
- Offset brut -Z : indique le décalage du brut dans la direction Z négative.
- Offset brut +Z : indique le décalage du brut dans la direction Z positive.
- Arrondi au plus proche : spécifie l'incrément d'arrondi pour la taille du brut.
Mode Cylindre à taille fixe
- Axe : spécifie l'axe du brut cylindrique. Les sélections autorisées incluent les arcs, les arêtes et les faces.
- Diamètre : permet de spécifier le diamètre du brut.
- Longueur : indique la longueur du brut.
- Offset par rapport à l'avant : positionne le brut de manière à ce qu'il soit de niveau avec la face avant du modèle.
- Centre : centre le modèle dans le brut cylindrique.
- Offset par rapport à l'arrière : positionne le brut de manière à ce qu'il soit de niveau avec la face arrière du modèle.
- Arrondi au plus proche : spécifie l'incrément d'arrondi pour la taille du brut.
Mode Cylindre à taille relative
A l'instar du mode Cylindre à taille fixe, le mode Cylindre à taille relative vous permet également de spécifier l'axe du brut cylindrique. En outre, vous pouvez indiquer les valeurs de décalage radial, avant et arrière pour mieux positionner votre modèle par rapport au brut.
- Axe : spécifie l'axe du brut cylindrique. Les sélections autorisées incluent les arcs, les arêtes et les faces.
- Offset de rayon : indique le décalage radial du brut.
- Surépaisseur à l'avant : indique la distance à usiner au-delà de l'avant du modèle.
- Surépaisseur à l'arrière : indique la distance à usiner au-delà de l'arrière du modèle.
- Arrondi au plus proche : spécifie l'incrément d'arrondi pour la taille du brut.
Mode Tube à taille fixe
- Axe : spécifie l'axe du brut tubulaire. Les sélections autorisées incluent les arcs, les arêtes et les faces.
- Diamètre : spécifie le diamètre extérieur du brut tubulaire.
- Diamètre intérieur : spécifie le diamètre intérieur du brut tubulaire.
- Longueur : indique la longueur du brut.
- Offset par rapport à l'avant : positionne le brut de manière à ce qu'il soit de niveau avec la face avant du modèle.
- Centre : place le modèle au centre du brut tubulaire.
- Offset par rapport à l'arrière : positionne le brut de manière à ce qu'il soit de niveau avec la face arrière du modèle.
- Arrondi au plus proche : spécifie l'incrément d'arrondi pour la taille du brut.
Mode Tube à taille relative
A l'instar du mode Tube à taille fixe, le mode Tube à taille relative vous permet également de spécifier l'axe du brut tubulaire. En outre, vous pouvez indiquer les valeurs de décalage radial, avant et arrière pour mieux positionner votre modèle par rapport au brut.
- Axe : spécifie l'axe du brut tubulaire. Les sélections autorisées incluent les arcs, les arêtes et les faces.
- Offset de rayon : indique le décalage radial du brut.
- Surépaisseur à l'avant : indique la distance à usiner au-delà de l'avant du modèle.
- Surépaisseur à l'arrière : indique la distance à usiner au-delà de l'arrière du modèle.
- Arrondi au plus proche : spécifie l'incrément d'arrondi pour la taille du brut.
 Paramètres de l'onglet Post-processer
Paramètres de l'onglet Post-processer
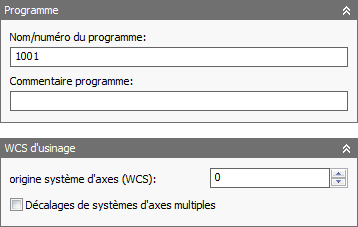
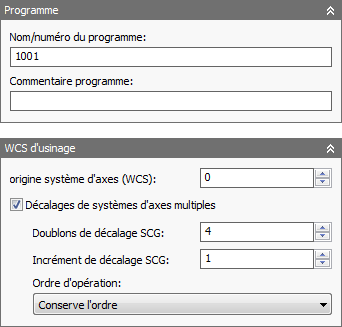
Les paramètres de post-traitement, tels que le nom ou le numéro du programme, le commentaire sur le programme et le décalage de construction, peuvent être fournis dans l'onglet Post-processer.
Le décalage de construction est mappé par la configuration du post-processeur à l'indice de table zéro correspondant (par exemple, G54-G59) sur le contrôle CNC. Une valeur de 1 serait normalement configurée de manière à être le premier indice zéro disponible sur le contrôle CNC (par exemple, G54). Le repère et le décalage de construction sont généralement configurés pour correspondre l'un à l'autre, sur une base bi-univoque.
Nom programme/Numéro de programme
Indique le nom ou le numéro du programme. Ce paramètre est mis à la disposition du post-processeur.
Commentaire programme
Spécifie le commentaire du programme. Ce paramètre est mis à la disposition du post-processeur.
Offset de repère :
Identifie le système de coordonnées de la pièce de travail (repère) souhaité pour la configuration. La configuration du post-processeur est responsable du mappage de ce nombre au repère réel sur la machine.
Origines WCS multiples
Cochez cette case pour indiquer que la pièce de travail doit être dupliquée.
Doublons d'offset de repère :
Indique le nombre de copies de la pièce de travail. Il s'agit du nombre total d'occurrences.
Incréments d'offset de repère :
Indique l'incrément de décalage utilisé pour la duplication de la pièce de travail.
Ordre d'opération :
Indique l'ordre de chaque opération.
- Conserve l'ordre : indique que les fonctions sont usinées dans l'ordre dans lequel elles ont été sélectionnées.
- Tri par opérations : Indique l'ordre de chaque opération.
- Tri par outils : indique l'ordre des opérations par outil. Par exemple, toutes les opérations qui utilisent une fraise 2 tailles Ø3/4" sont usinées en premier. Ensuite, l'ensemble d'opérations suivant qui utilisent un autre outil identique (une fraise à 2 tailles Ø1/4", par exemple) sont usinées.
Utilisation de plusieurs décalages de construction de configuration
Inventor HSM prend en charge la création d'un réseau de configurations complètes à l'aide de la fonction Origines WCS multiples qui duplique principalement les configurations complètes en utilisant différents décalages de construction. Cette fonction est généralement utilisée lorsque la position de chaque occurrence n'est pas précisément connue.
Une fois que vous avez activé Origines WCS multiples, vous pouvez spécifier le nombre total d'occurrences et l'incrément de décalage de construction à utiliser. Vous pouvez également choisir l'ordre de la trajectoire d'outil dupliquée (en fonction de la configuration, de l'opération ou de l'outil).
Activation de plusieurs décalages de construction
Le paramètre du champ Décalage SCG dépend du post-processeur. Dans ce cas, nous utilisons un post-processeur Fanuc : par conséquent, lorsque vous spécifiez la valeur 1, le premier décalage d'usinage (G54) est utilisé. Le champ suivant correspond au nombre de duplications, dans le cas présent 4 : ainsi, chacun des décalages suivants est incrémenté d'une unité (pour devenir G55, G56 et G57).
Si les configurations physiques de chaque occurrence sont régulièrement espacées, il est parfois possible d'utiliser une fonction de réseau normale à la place. Cette approche vous permet de simuler complètement la trajectoire d'outil dupliquée. Toutefois, cette méthode requiert que vous ajoutiez des trajectoires d'outil afin d'aligner le brut pour chaque occurrence.
Utilisation de Backplot pour définir des décalages de pièce de travail/d'outil
La fonction Origines WCS multiples s'applique uniquement aux fonctions de post-traitement et de feuille de configuration. Il n'est pas possible de simuler la trajectoire d'outil dupliquée, les positions relatives de chaque occurrence n'étant pas connues dans Inventor HSM (par exemple, G54 par rapport à G55). Pour voir les multiples décalages de construction, vous devez examiner le fichier publié dans Inventor HSM Edit.
Dans l'éditeur, nous définissons les décalages de construction en cliquant d'abord sur l'onglet Backplot
le groupe de fonctions Fichier
la fenêtre Backplot
 sur le ruban, puis en cliquant sur
l'onglet Backplot
le groupe de fonctions Autre
Définir les offsets d'outil/de pièce usinée
sur le ruban, puis en cliquant sur
l'onglet Backplot
le groupe de fonctions Autre
Définir les offsets d'outil/de pièce usinée
 pour afficher la boîte de dialogue Offsets d'outil/de pièce usinée.
pour afficher la boîte de dialogue Offsets d'outil/de pièce usinée. 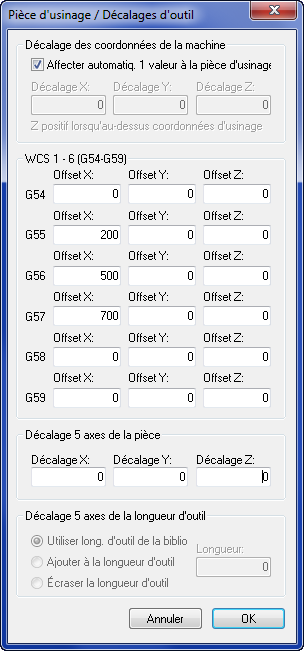
Définition de décalages de construction dans Inventor HSM Edit
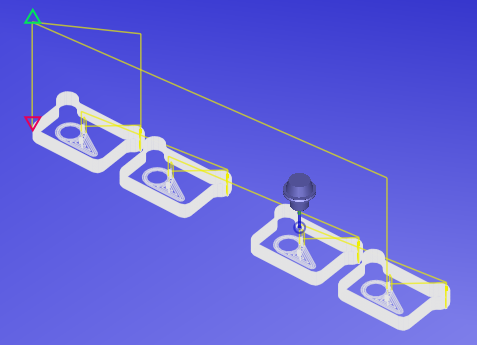
Plusieurs décalages de construction dans le fichier publié