La quantité à conserver est la quantité de matière qui doit rester sur la pièce après usinage. Notez qu'il est possible que davantage de matière reste sur la pièce en raison de nombreux autres paramètres. Par exemple, ce peut être le cas dans les poches dans lesquelles l'outil utilisé ne rentre pas ou lorsque des paramètres de chargement de rampes empêchent l'outil d'entrer dans les poches.
Groupe Surépaisseur dans l'onglet Passes. La définition de la valeur Surépaisseur radiale définit automatiquement le paramètre Surépaisseur en Z sur la même valeur.
La surépaisseur radiale est la quantité à conserver perpendiculairement à l'axe de l'outil, c'est-à-dire sur les parois de la pièce. Par défaut, la surépaisseur radiale suit la surépaisseur axiale définie.
La surépaisseur axiale est la quantité à conserver le long de l'axe de l'outil, c'est-à-dire sur les étages de la pièce.
Les surépaisseurs radiale et axiale peuvent être définies sur des nombres négatifs. Dans ce cas, l'opération d'usinage élimine de la matière supplémentaire de la pièce (l'outil usine la quantité négative dans la pièce). Cette option est généralement utilisée pour l'usinage d'électrodes destinées à l'électro-érosion (EDM, Electric Discharge Machining). L'éclateur correspond à la surépaisseur négative.
Lors de l'utilisation d'une surépaisseur négative, la quantité ne peut pas dépasser le rayon de coin de l'outil (pour les outils arrondis) ou le rayon de l'outil (pour les outils à bout plat).
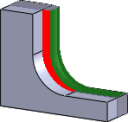
Surépaisseur radiale uniquement
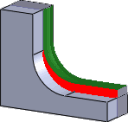
Surépaisseur axiale uniquement
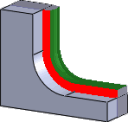
Surépaisseur radiale et axiale égale